1.灰铸铁件冒口有效补缩距离
一般亚共晶灰铸铁以中间凝固方式凝固,而共晶灰铸铁的凝固方式则接近于层状凝固。灰铸铁凝固时,由于石墨化膨胀可抵消一部分或全部凝固时的体收缩,因此,冒口主要用来补缩液态收缩。即使亚共晶铸铁,在共晶转变之前固体析出量也较少(一般少于30%)。这有利于铸铁的补缩,只要控制铸型刚度(如采用干型浇注),灰铸铁件冒口的有效补缩距离可达
L=(6~10)D冒 (4-1)
式中 D冒——冒口直径(mm)。
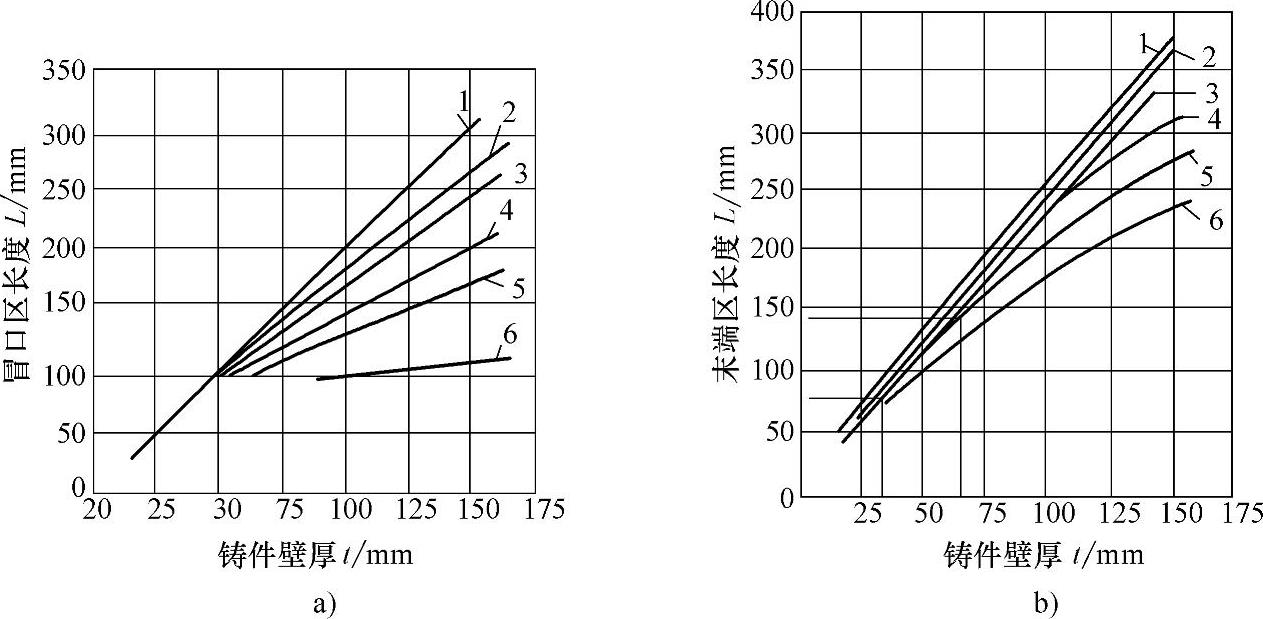
图4-21 铸钢冒口有效补缩距离试验曲线
a)冒口区长度与壁厚的关系 b)末端区长度与壁厚的关系
1—5∶1(铸件断面的宽厚比,余同) 2—4∶1 3—3∶1 4—2∶1 5—1.5∶1 6—1∶1
图4-23所示为共晶度对灰铸铁件冒口有效补缩距离的影响。从图4-23可以看出,随着灰铸铁共晶度的增大,冒口的有效补缩距离增大。
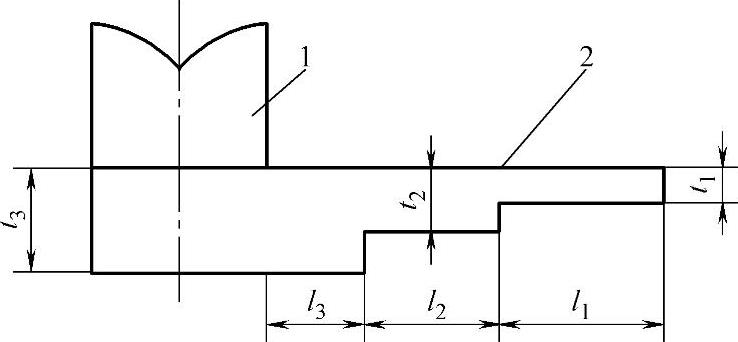
图4-22 阶梯形铸钢件冒口的有效补缩距离和厚度的关系
l1=3.5tl2=3.5t3-t1l3=t1+110mm
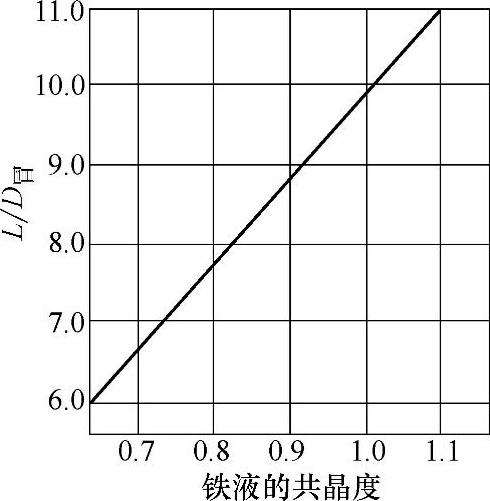
图4-23 共晶度对灰铸铁件冒口有效补缩距离的影响(https://www.daowen.com)
2.球墨铸铁件冒口的有效补缩距离
球墨铸铁件的凝固方式一般为糊状凝固,冒口的补缩通道会较早地受到先析出的共晶团的阻碍,这不利于铸件的补缩,容易出现缩松。球墨铸铁件冒口的补缩距离见表4-2。
表4-2 球墨铸铁件冒口的补缩距离 (单位:mm)
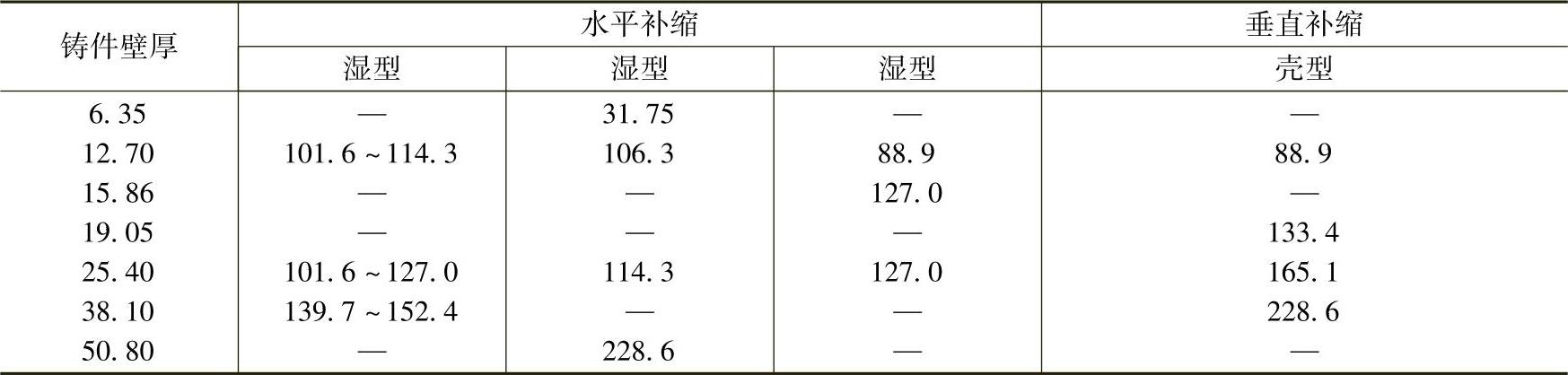
注:表中三组湿型数据是在不同试验条件下得到的。
可锻铸铁件冒口的补缩距离为壁厚的4~4.5倍。
3.非铁合金件冒口的有效补缩距离
(1)铜合金 锡青铜和磷青铜类合金凝固范围一般较宽,呈糊状凝固特性,冒口的有效补缩距离小,易出现分散缩松;不含锡的青铜和黄铜,凝固范围一般较窄,其冒口补缩距离大。铜合金件冒口的补缩距离见表4-3。一般情况下,黄铜件冒口的补缩距离为(5~9)t(t为铸件壁厚),铝青铜和锰青铜件冒口的补缩距离为(5~8)t。
表4-3 铜合金件冒口的补缩距离
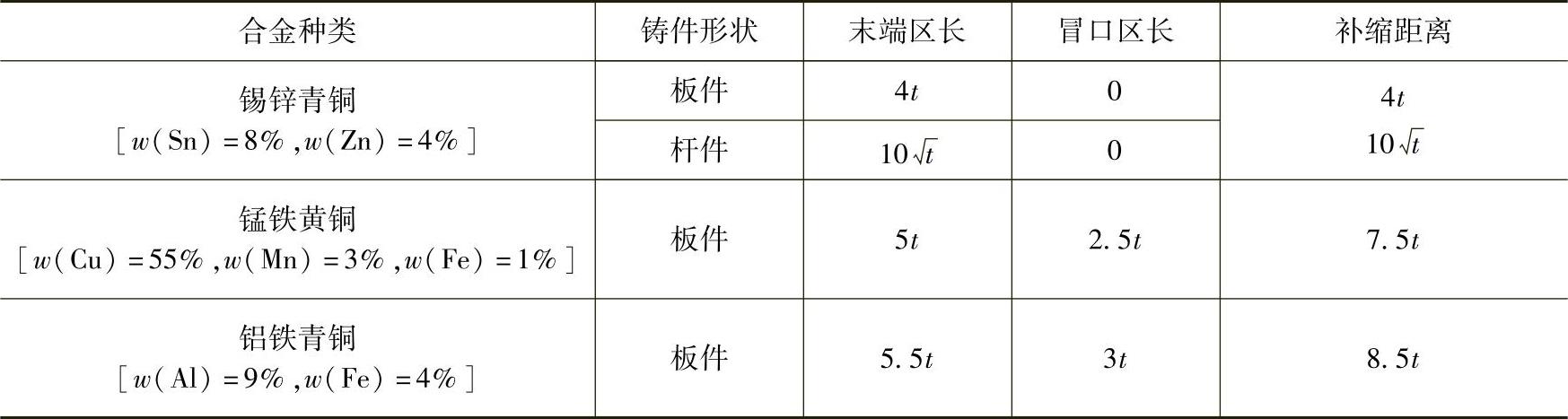
注:1.干型、水平浇注条件下测出。
2.t为板厚或杆的边长。
(2)铝合金 铝合金的特点是密度小、导热快、熔点低、收缩大。共晶型铝合金凝固时易产生集中缩孔。非共晶铝合金呈糊状凝固,冒口补缩效果不佳,容易出现缩松缺陷。共晶铝合金铸件冒口的补缩距离为4.5t;非共晶型铝合金铸件冒口的补缩距离为2t。对于硅含量为7%(质量分数)或铜含量为4%(质量分数)的铝合金铸件,几乎无法测出冒口的有效补缩距离(等于零),剖开铸件,断面上均匀出现不同程度的缩松。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






