【摘要】:为了防止缩孔和缩松,冒口必须保证铸件实现顺序凝固,使铸件凝固过程中始终有“补缩通道”,这样,冒口中的金属液才能不断地被补送给铸件,否则冒口再大,也达不到补缩的目的。板厚为t,中间设置一个冒口,铸件末端比铸件中部多一个冷却端面,形成一定的温度梯度,所以末端部分晶体生长比平板的中间部分晶体生长得快,凝固前沿呈楔形,补缩通道扩张角α向着冒口扩大,末端区l3是致密的无缩孔、无缩松区。
为了防止缩孔和缩松,冒口必须保证铸件实现顺序凝固,使铸件凝固过程中始终有“补缩通道”,这样,冒口中的金属液才能不断地被补送给铸件,否则冒口再大,也达不到补缩的目的。图4-18所示为铸钢齿轮,轮缘厚度为t,轮缘与辐板交接处热节直径为dy。因为dy>t,所以轮缘处较热节处先凝固,堵塞了液体补缩通道。当热节中心还处在液态或凝固收缩阶段时,冒口中的钢液已无法补充到热节中心处,结果该处出现缩孔,如图4-18b所示。
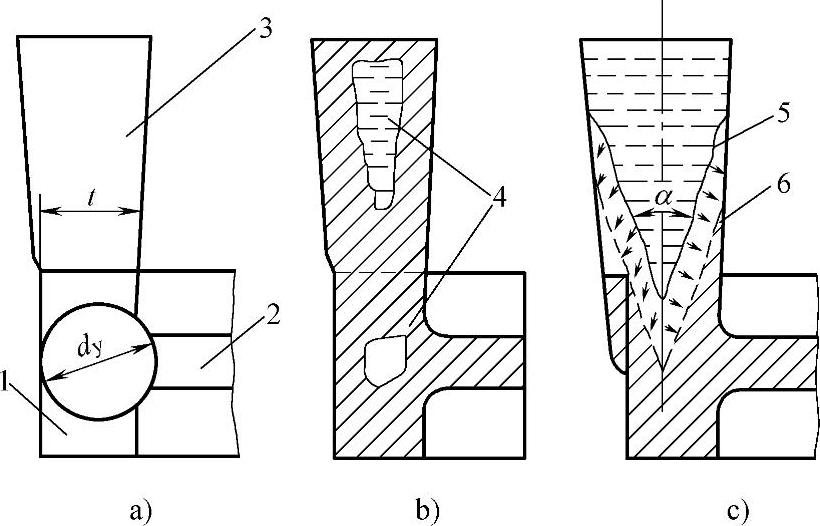
图4-18 冒口补缩
1—轮缘 2—辐板 3—冒口 4—缩孔 5—等液相线 6—等固相线(面)(www.daowen.com)
图4-19所示为平板铸件的缩松区。板厚为t,中间设置一个冒口,铸件末端比铸件中部多一个冷却端面,形成一定的温度梯度,所以末端部分晶体生长比平板的中间部分晶体生长得快,凝固前沿呈楔形,补缩通道扩张角α向着冒口扩大,末端区l3是致密的无缩孔、无缩松区。靠近冒口部分,由于冒口中金属液的热量集中而造成温差,使结晶速度较平板的中心部分慢,凝固前沿也呈楔形,因此l1区也是致密的。l1区称为冒口作用区(也称为冒口区)。如果末端区l3与冒口区l1是相连接的,便可获得致密铸件(图4-19中的左半部分)。当有一个邻接末端区l3与l1的中间区域l2时,在l2区域内末端的激冷作用不能实现,上下凝固前沿相平行。凝固后期,由于枝晶的生长隔断了补缩通道,这里就会产生轴线缩松(图4-19中的右半部分)。
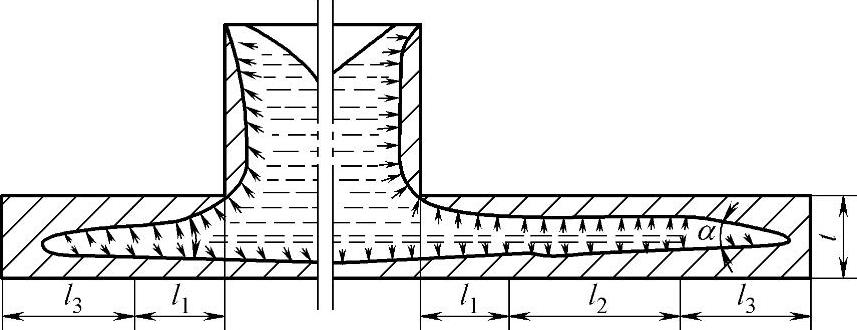
图4-19 平板铸件的缩松区
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工技师鉴定培训教材的文章





