【摘要】:防止缩孔和缩松产生的方法主要从合金性质、铸型条件、铸造工艺及铸件结构四个方面考虑。例如,对于灰铸铁及球墨铸铁,力求将化学成分选定在共晶点附近,以利于减小或消除铸件的缩孔和缩松。图4-13 灰铸铁和球墨铸铁石墨长大特点a)片状石墨长大 b)球状石墨长大铸型条件 铸型刚度的大小将影响灰铸铁、球墨铸铁、蠕墨铸铁凝固过程中型壁的迁移和大小。
防止缩孔和缩松产生的方法主要从合金性质、铸型条件、铸造工艺及铸件结构四个方面考虑。
(1)合金性质
1)在使用条件允许的情况下,尽量选取结晶温度窄的合金成分。例如,对于灰铸铁及球墨铸铁,力求将化学成分选定在共晶点附近,以利于减小或消除铸件的缩孔和缩松。
2)有效地控制熔炼过程,采用冶金性能良好的液态合金。
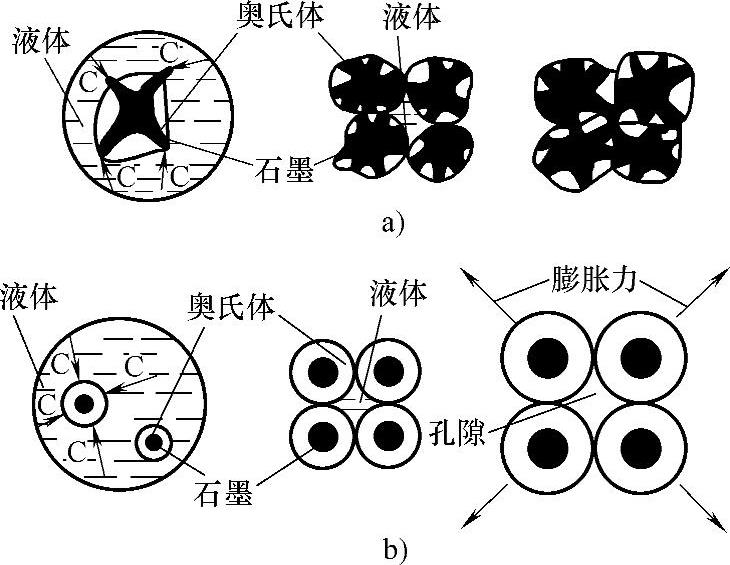
图4-13 灰铸铁和球墨铸铁石墨长大特点
a)片状石墨长大 b)球状石墨长大(www.daowen.com)
(2)铸型条件 铸型刚度的大小将影响灰铸铁、球墨铸铁、蠕墨铸铁凝固过程中型壁的迁移和大小。铸型刚度因造型的紧实率及铸型种类的不同而异,应根据铸件的技术要求及实际生产情况合理地选择铸型,在可能的情况下,增加铸型刚度,改善铸型的散热条件。
(3)铸造工艺 合理的铸造工艺可以有效地防止缩孔和缩松。
1)合理地采取浇注系统的引入位置及浇注工艺,综合利用冒口、冷铁和补贴,以及在浇口杯和冒口上加发热剂、保温剂。
2)采取合理的熔炼工艺,减少金属中气体及氧化物,提高其流动性和补缩能力。
3)将铸型置于压力罐中,浇注后迅速关闭浇注孔,使铸件在压力下凝固,可以消除显微缩松。
(4)铸件结构 合理改进铸件结构,力求壁厚均匀,减小热节,或使铸件壁厚变化有利于顺序凝固。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造工技师鉴定培训教材的文章






