图3-18为某灰铸铁件的垂直分型浇注系统计算原理图,也是模板布置简图,以此例说明垂直分型浇注系统的设计方法和步骤。
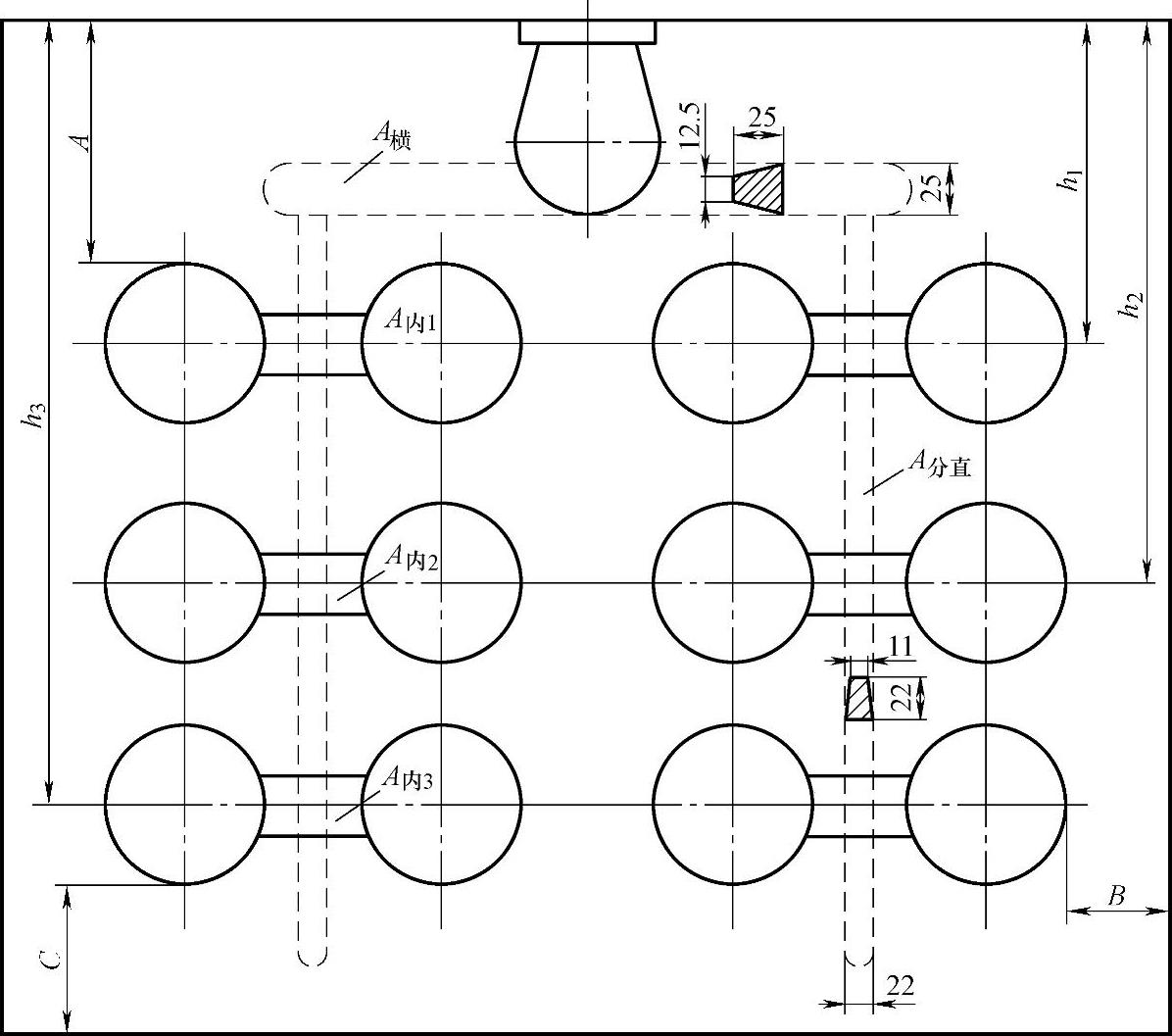
图3-18 某灰铸铁件垂直分型浇注系统计算原理图
(1)首先草拟出模板布置简图 依造型机模板尺寸600mm×800mm(宽×长)及合理的吃砂量(图3-18中A、B、C尺寸)等,草拟出模板布置图,初步确定出各层内浇道的金属压头,即h1=100mm,h2=250mm,h3=350mm。
(2)计算型内金属质量 每个铸件的质量为2kg,共布置12件。铸件工艺出品率按70%估计,则型内金属质量为2×12kg/0.7=34.3kg。
(3)确定浇注时间和浇注速度 已知造型机生产率为300型/h,造一型的时间为12s。依表3-13查得浇注时间为8s。约用2s的时间充填浇注系统,则充填每个铸型的时间为6s。每个型腔的浇注速度为2kg/6s=0.33kg/s。
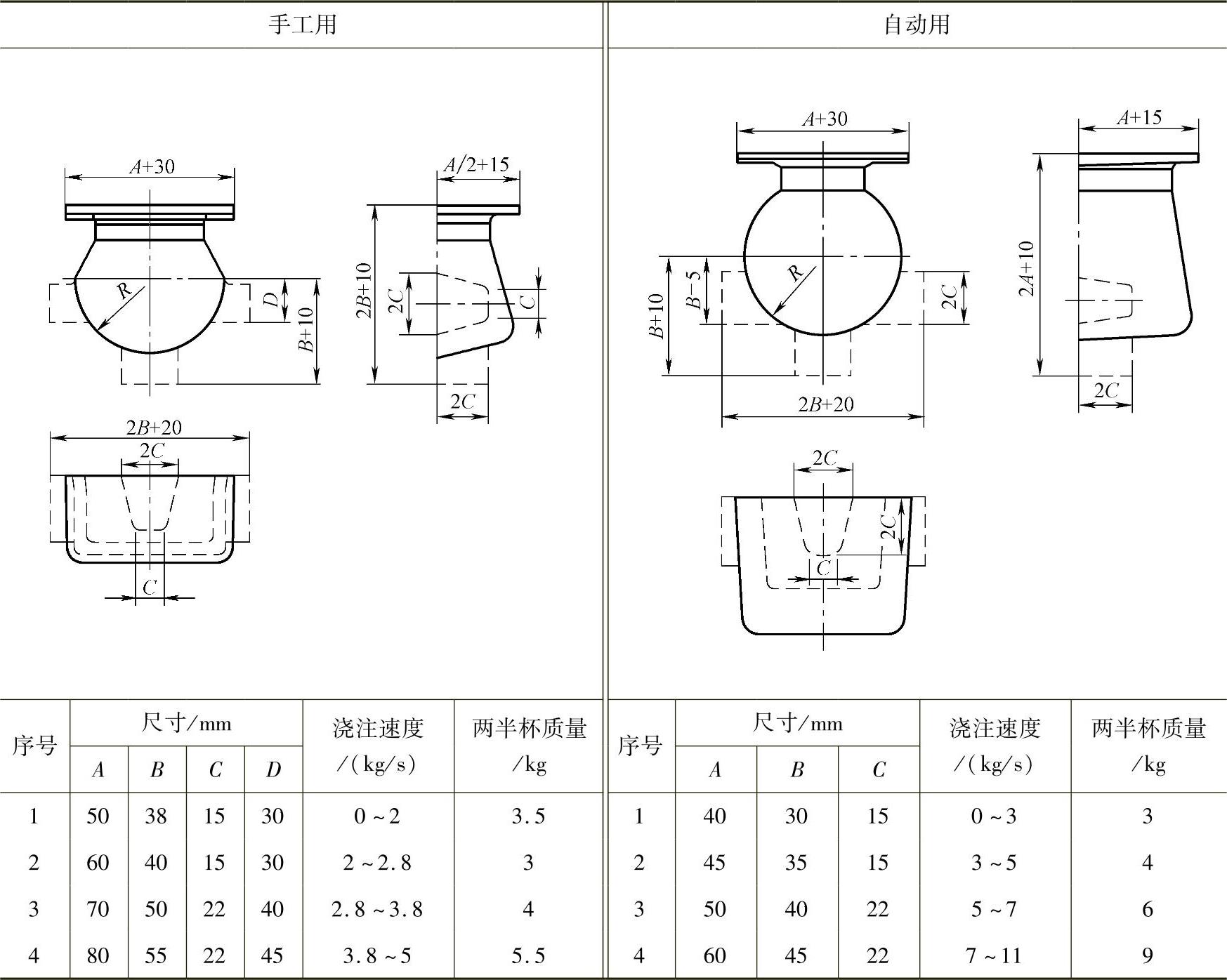
(4)浇口杯的选用 根据铸型的浇注速度,利用表3-14的经验数据,可查出浇口杯尺寸。本例中,若用手工浇注,则使用4号浇口杯,铸液质量为5.5kg;若自动浇注,则使用2号浇口杯,铁液质量为4kg。
(5)计算内浇道截面积 用式(3-25)计算或查图3-17,以流量系数μ=0.5,H0=100mm、250mm、350mm,求出各层铸件的内浇道截面积分别为A1=70mm2,A2=45mm2,A3=38mm2。
表3-14 手工和自动浇注用浇口杯的规格
 (www.daowen.com)
(www.daowen.com)
(6)分直浇道截面积 每个分直浇道充填6件,与其相连接的内浇道截面积总和为
∑A内=2(A1+A2+A3)=2×(70+45+38)mm2=306mm2
分直浇道截面积为内浇道总面积的1.2倍,故
A分直=1.2∑A内=1.2×306mm2=367mm2
按浇道标准规格,选取分直浇道的截面尺寸为梯形,上底宽度为11mm,下底宽度为22mm,高度为22mm,实际A分直=363mm2。
(7)水平横浇道尺寸 横浇道的截面积可比分直浇道截面积加大30%。
A横=1.3×363mm2=472mm2
选取梯形面积:上底宽度为12.5mm,下底宽度为25mm,高度为25mm,实际截面积为469mm2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







