液态金属的充型能力受金属性质、铸型性质、浇注条件和铸件结构四个方面的影响。
1.金属性质方面
这类因素是内因,决定着金属本身的流动能力(即流动性),主要有合金成分、结晶潜热、比热容、密度、导热系数,以及液态金属的黏度和表面张力等。
液态金属的流动性与成分之间存在着一定的对应关系。图3-1所示为Pb-Sn合金流动性与成分的关系曲线。
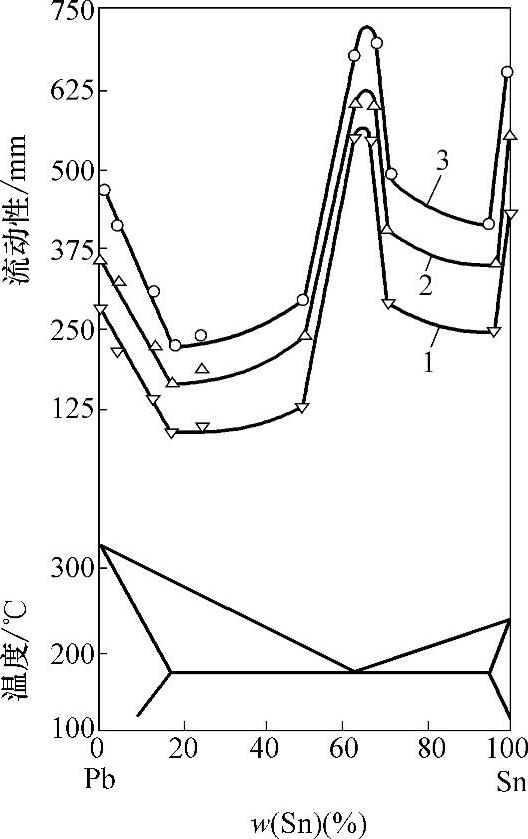
图3-1 Pb-Sn合金流动性与成分的关系曲线
1—液相线温度tL 2—tL+25℃ 3—tL+50℃
由图3-1可看出,纯金属、共晶成分的合金流动性出现最大值,而有结晶温度范围的合金流动性下降,且在最大结晶温度范围的合金流动性出现最小值。合金成分与流动性的这种对应关系,主要是由成分不同时合金的结晶特点不同所决定的。图3-2所示为Fe-C合金的流动性和成分的关系。
2.铸型性质方面
铸型对金属液的流动阻力和对金属液热交换的强度都对金属液的充型能力有重要影响。
1)铸型的蓄热系数表示铸型从其中的金属吸取热量并储存于本身中的能力。蓄热系数越大,铸型的激冷能力越强,金属液在铸型中保持液态的时间就越短,使充型能力下降。一般情况下,砂型比金属型充型能力好,干型比湿型充型能力好,热型比冷型充型能力好。
2)预热铸型可以减小金属液与铸型的温差,使充型能力提高。例如,金属型在浇注之前预热,熔模铸造时在浇注前对型壳进行高温焙烧等,都是为了提高充型能力。
3.浇注条件方面
(1)浇注温度 浇注温度对液态金属的充型能力有决定性的作用。浇注温度越高,充型能力越好。但浇注温度过高时,金属液易吸气且氧化严重,并引起铸件的收缩量加大。
根据生产经验,灰铸铁浇注温度见表3-1。一般铸钢件浇注温度为1520~1620℃,铸铁件为1280~1450℃,铝合金为680~780℃,锡青铜与铝青铜为1050~1220℃,普通黄铜为980~1150℃,复杂件取上限,厚大件取下限。
(2)充型压头 液态金属在流动方向上所受的压力越大,充型能力就越好。但压头过大或充型速度过高时,不仅会发生喷射和飞溅现象,使金属氧化而产生铁豆缺陷,而且型中气体来不及排出,反而增加,形成浇不到或冷隔等缺陷。(www.daowen.com)
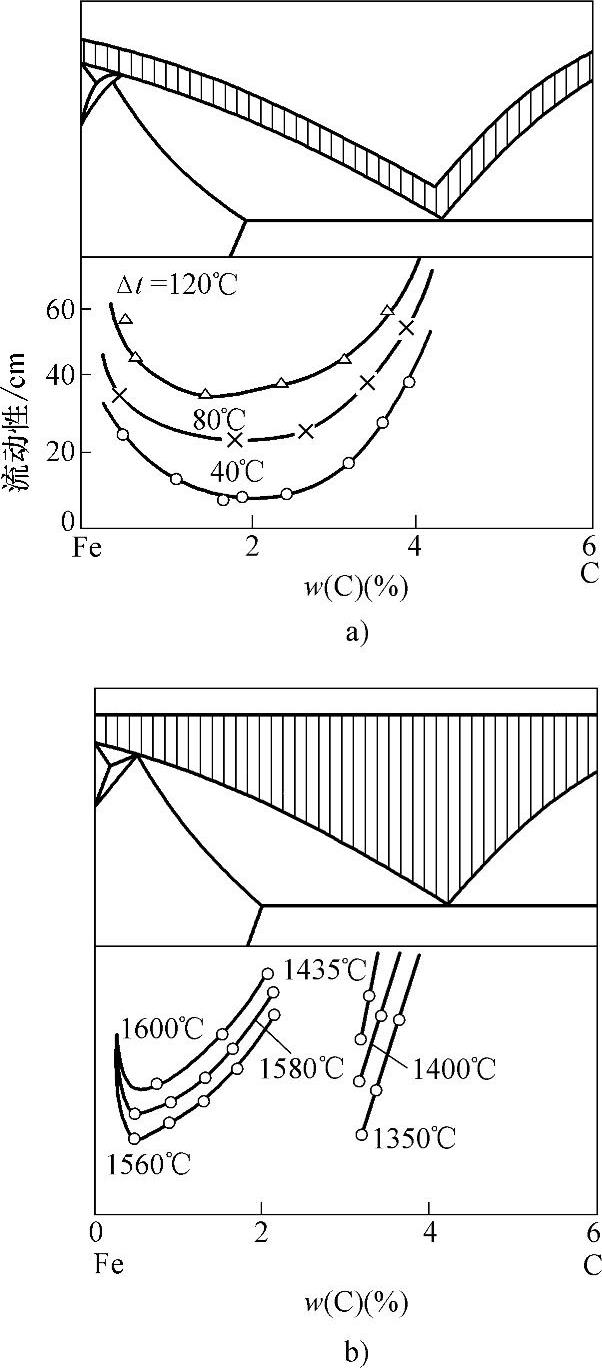
图3-2 Fe-C合金的流动性和成分的关系
a)相同过热度的流动性 b)相同浇注温度的流动性
表3-1 灰铸铁浇注温度

(3)浇注系统的结构 浇注系统的结构越复杂,流动阻力就越大,充型能力也就越低。所以,在保证铸件质量的前提下,浇注系统的结构越简单越好。
4.铸件结构方面
铸件结构方面的因素主要是铸件的模数和复杂程度。
1)铸件的模数(或称为换算厚度、当量厚度、折算厚度)M(cm)为

式中 V——铸件实际体积(cm3);
S——铸件全部散热面积(cm2)。
如果铸件的体积相同,那么在同样的浇注条件下,模数大的铸件,由于与铸型的接触面积相对减小,热量散失较慢,因此充型能力较好。铸件的壁越薄、模数越小,则充型能力越差。
2)铸件结构复杂,则型腔结构复杂,对金属液流动的阻力大,铸件的填充就困难。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






