熔模铸造是用易熔材料制成模样,造型后将模样熔化并排出型外,从而获得无分型面的型腔,经浇注后获得铸件的铸造方法。由于其模样大多采用蜡质材料制成,故又称为“失蜡铸造”。这种铸造工艺能获得具有较高精度和表面质量的铸件,是精密铸造的重要方法。
1.熔模铸造的工艺过程
熔模铸造的工艺过程如图2-20所示。其主要工序包括蜡模制造、结壳、脱蜡、焙烧和浇注等。
影响蜡模表面质量的制模工艺参数主要有注蜡温度、压型温度、压力、保压时间等。
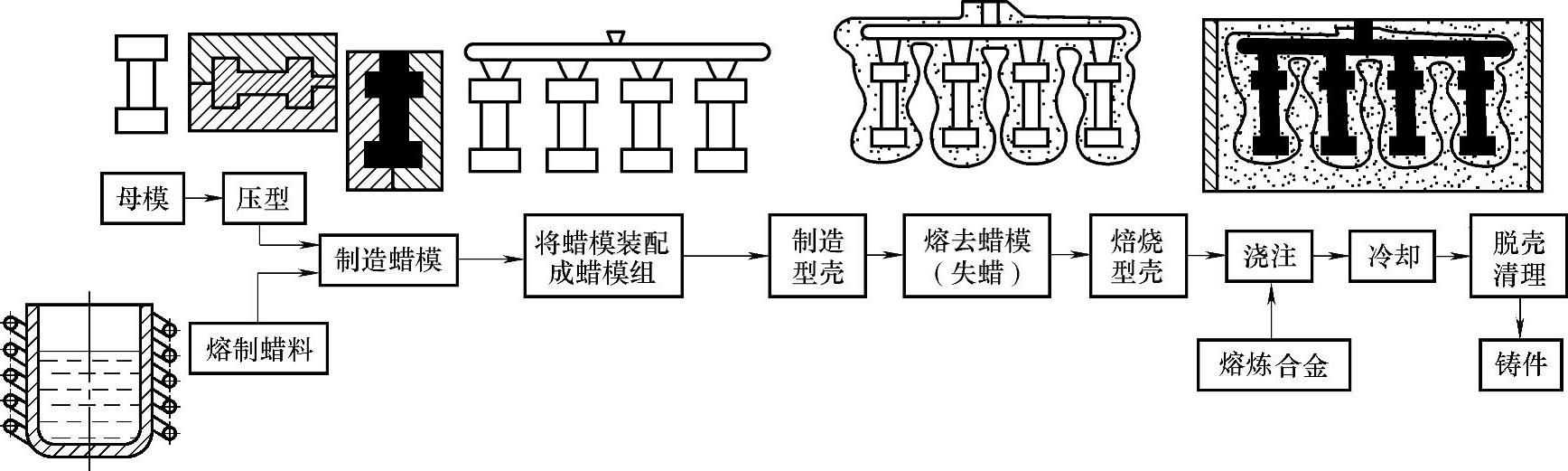
图2-20 熔模铸造工艺过程
2.熔模铸造的特点和应用(www.daowen.com)
1)铸件的精度和表面质量较高。因为熔模铸造所用的蜡模尺寸精确,表面光洁,型腔无分型面,所以铸件的尺寸精度较高,表面粗糙度较低,尺寸公差等级一般可达IT11~IT14,表面粗糙度可达Ra6.3~Ra2.5μm。
2)可生产各类金属材料的铸件。由于可选用高级耐火材料制造型壳,因此许多高熔点的合金铸件都可以用熔模铸造法制造。
3)可制造形状较复杂的铸件。铸出孔的最小直径为0.5mm,铸件最小壁厚可达0.3mm。由几个零件组成的复杂部件,适于用熔模铸造整体铸出。
4)生产批量不受限制,中、小批量或大批量均可,特殊需要时也可单件生产。在大批量生产条件下,可采用机械化流水作业。
5)工艺过程较复杂,生产周期长,铸件成本较高。由于受蜡模和型壳强度、刚度的限制,铸件不宜过大,多用于小型零件(从几十克到几千克)。
熔模铸造是少、无切削加工工艺之一。在机械制造中,对于形状复杂、机械加工困难的零件,可考虑采用熔模铸造,目前应用最多的是生产碳素钢和合金钢铸件,如汽轮机叶片、泵的叶轮、切削刀具、仪表元件,以及汽车、拖拉机、机床和风动工具上的小型零件等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





