
孔加工刀具主要分为两类:一类是从实体材料中加工出孔的刀具,如麻花钻、扁钻、中心钻和深孔钻等;另一类是对工件上已有的常用孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀。
1.麻花钻
麻花钻刀体结构如图7-7所示。标准高速钢麻花钻主要由工作部分、颈部和柄部3部分组成。工作部分担负切削与导向工作;柄部是钻头的夹持部分,用于传递转矩。
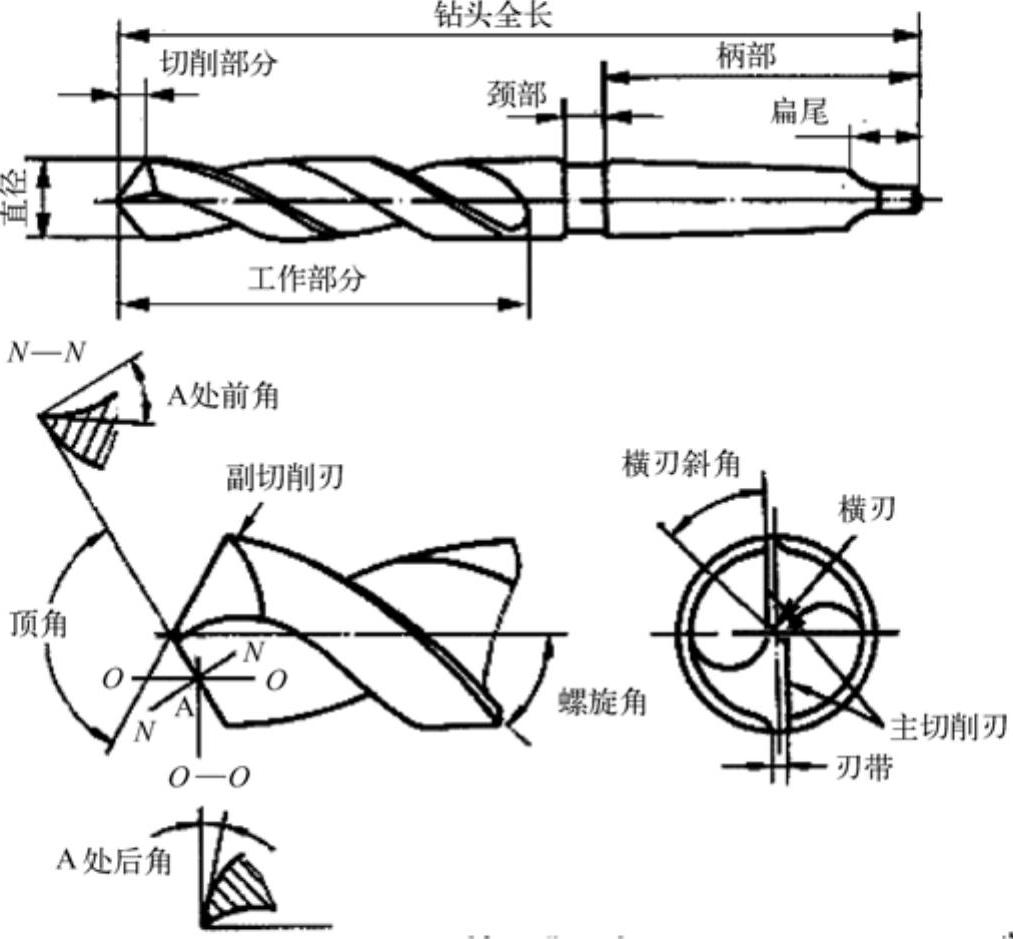
图7-7 麻花钻刀体结构与切削部分结构
麻花钻有两条主切削刃、两条副切削刃和一条横刃。两条螺旋槽钻沟形成前刀面,主后刀面在钻头端面上。钻头外缘上两小段窄棱边形成的刃带是副后刀面,在钻孔时刃带起导向作用。为减小与孔壁的摩擦,刃带向柄部方向有减小的倒锥量,从而形成副偏角。在钻心上的切削刃称为横刃,两条主切削刃通过横刃相连接。
2.中心钻
中心钻用来钻削各种轴类工件的中心孔,也可用于钻定心孔。如图7 8所示,图中L表示中心钻有效直径;Ll表示切削部分;L表示中心钻全长;Dh表示夹持直径。
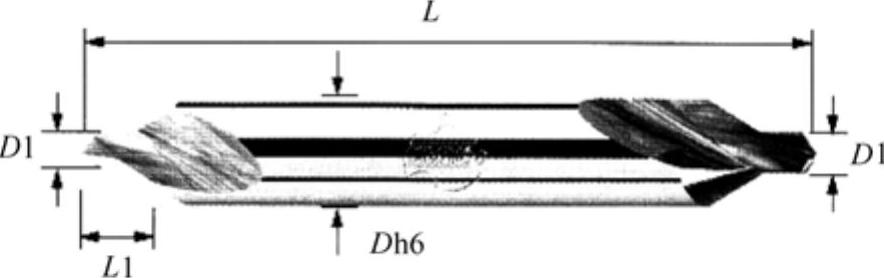
图7-8 中心钻
3.深孔钻
用于加工L/D≥20%的特殊沉孔,其中L表示孔深,D表示孔径,深孔钻如图7-9所示。在加工过程中,必须解决断屑、排屑、冷却润滑和导向等问题。
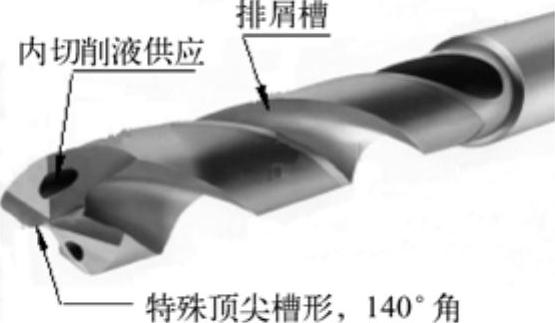
图7-9 深孔钻
4.扩孔钻
扩孔钻常用作铰孔或磨削前的预加工扩孔及毛坯孔的扩大,用于半精加工。在成批或大量生产时应用较广,扩孔的加工精度可达IT6~IT11,Ra可达6.3~3.2μm。(www.daowen.com)
5.铰刀
铰刀用于对孔进行半精加工和精加工,加工精度可达IT6~IT8,Ra可达1.6~0.4μm。铰刀分机用和手用两种。
6.镗刀
镗刀多用于箱体孔的粗、精加工。镗刀分单刃和多刃两种。
☑单刃镗刀:具体形态如图7-10所示。
☑多刃镗刀:两端都有切削刃,如图7-11所示。工作时可消除径向力对镗杆的影响。工件的孔径尺寸与精度由镗刀径向尺寸保证。孔的加工精度可达IT6~IT7,Ra可达0.8μm。
7.拉刀
拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。拉刀可分为圆孔拉刀、花键拉刀、键槽拉刀和平面拉刀,各种拉刀如图7-12所示。

图7-10 单刃镗刀

图7-11 多刃镗刀
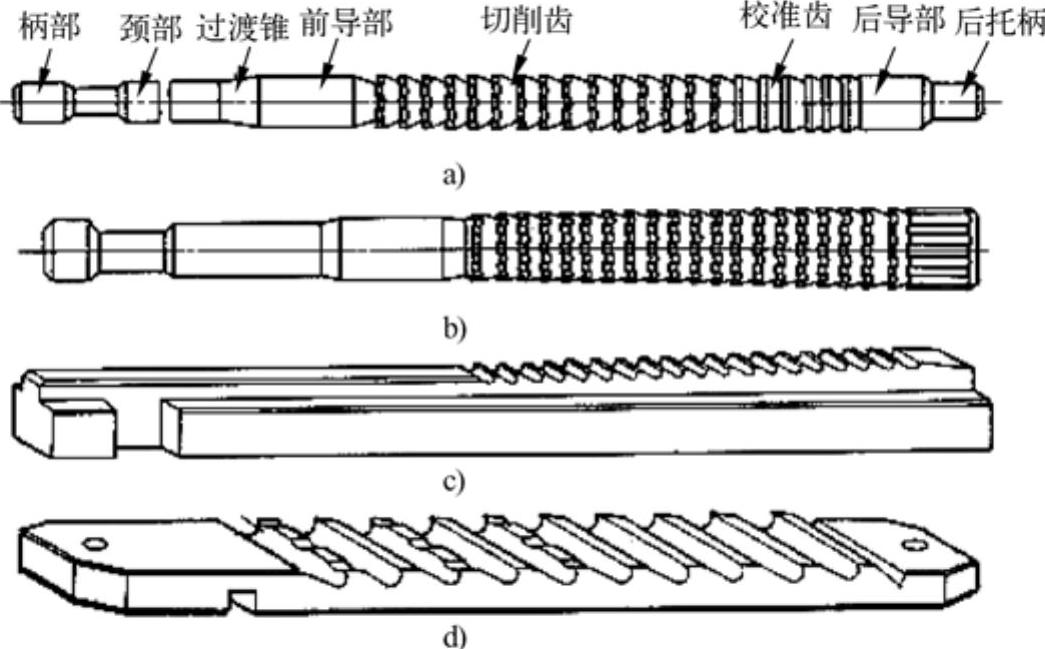
图7-12 各种拉刀
a)圆孔拉刀 b)花键拉刀 c)键槽拉刀 d)平面拉刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





