在UG NX 8.5车削加工中,粗加工和精加工的切削参数设置略有不同。粗加工的【切削参数】对话框如图6-59所示。精加工的【切削参数】对话框如图6-60所示。
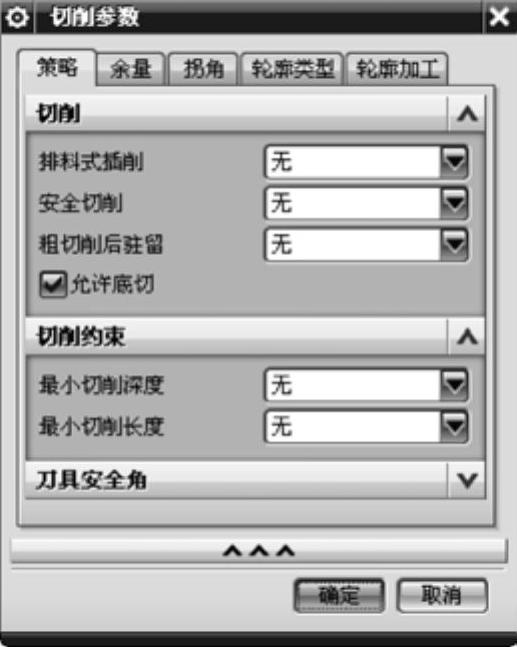
图6-59 粗加工的【切削参数】对话框
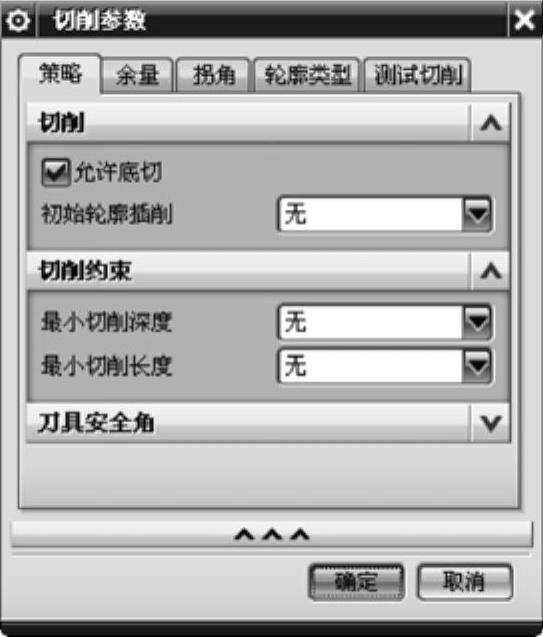
图6-60 精加工的【切削参数】对话框
1.【策略】选项卡
【策略】选项卡主要用于设置切削、切削约束和刀具的安全角。各选项的含义如下。
☑排料式插削:控制是否添加附加插削,以避免因为刀具挠曲而过切。包括两个子选项【无】和【离壁排料切削】。【无】表示不使用排料式插削;【离壁排料切削】,在线性粗加工中使用槽刀的情况下必须使用此选项,这样才能避免由于刀具挠曲所导致的过切。利用排料式插削可以通过附加插削从部件边界附近开始切削各层,以切除边界旁边的材料,并留出空间,从而防止侧面切削时刀具尾角过切部件。
技巧点拨
当刀具偏转,又没有选择【离壁排料式切削】选项时,则会产生图6-61所示的过切现象。当选择【离壁排料式切削】选项后,则不会再产生刀具过切现象,如图6-62所示。
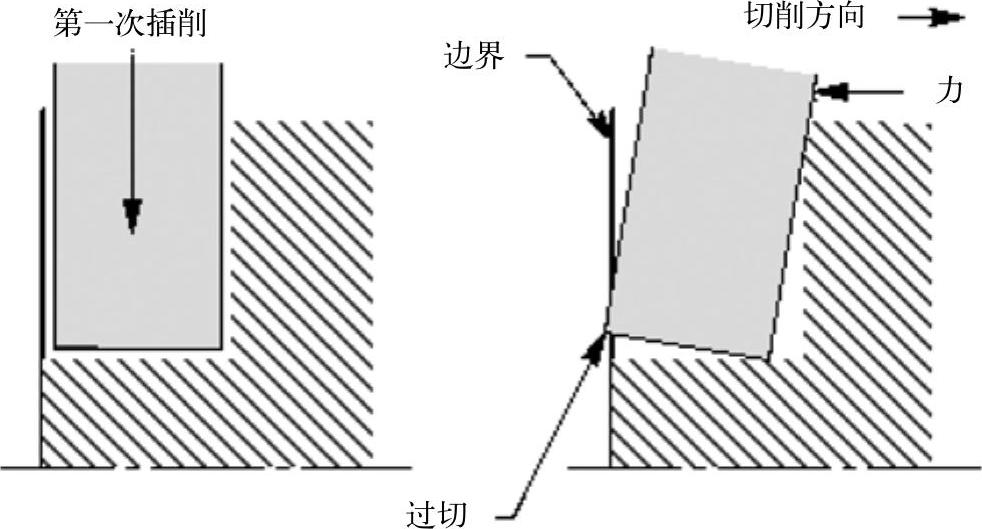
图6-61 由于刀具偏转导致的过切
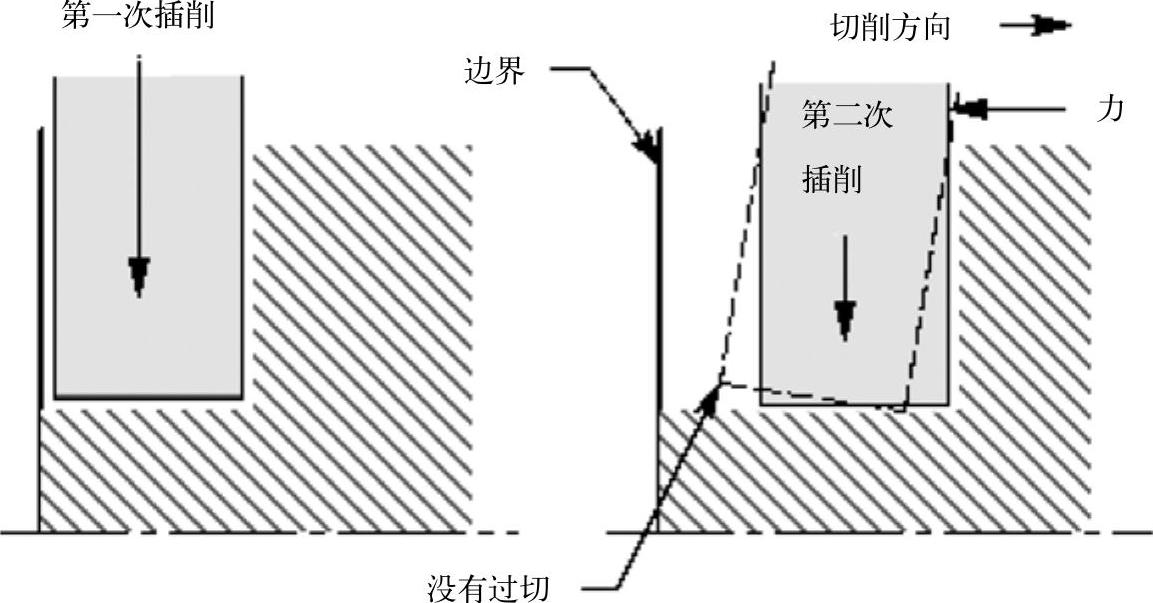
图6-62 无过切现象
☑粗切削后驻留:在插削运动的每个增量深度处输出一个驻留命令。当激活切削控制时,也可以在后续的增量插削运动中初始化此命令。
☑允许底切:勾选此复选框,可启用或禁用底切,如图6-63所示。
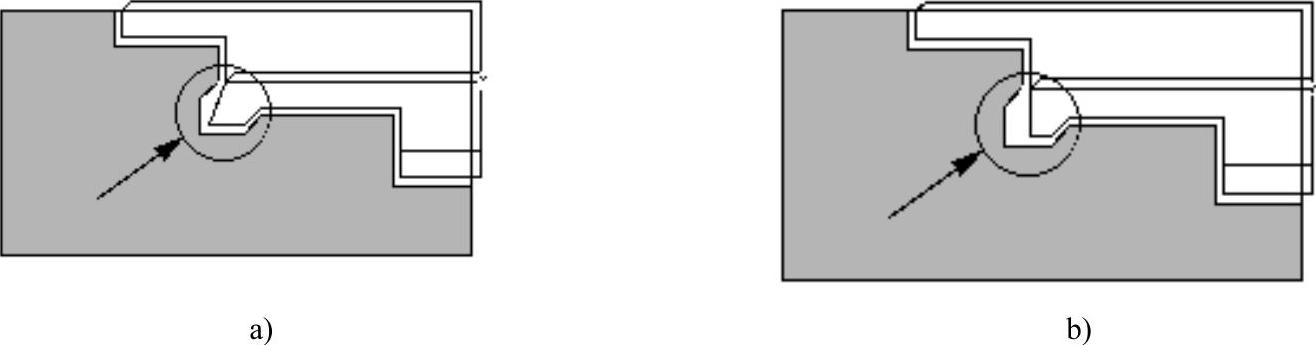
图6-63 启用或禁用底切
a)允许底切 b)不允许底切
☑最小切削深度:指定是否抑制小于指定值的深度切削。该选项包括两个子选项,【无】和【指定】,其中【无】表示不抑制小于指定值的深度切削,【指定】要求指定要抑制的切削的尺寸。
☑最小切削长度:指定是否抑制小于指定值的长度切削。
☑刀具安全角:此角起保护作用,在计算粗加工、精加工和教学模式中可用的所有车刀类型的免过切刀轨时,需要考虑此角。用户可将“首先切削边缘”和“最后切削边缘”指定为安全角度。图6-64所示显示了在切削区域和刀轨中输入刀具安全角的效果。
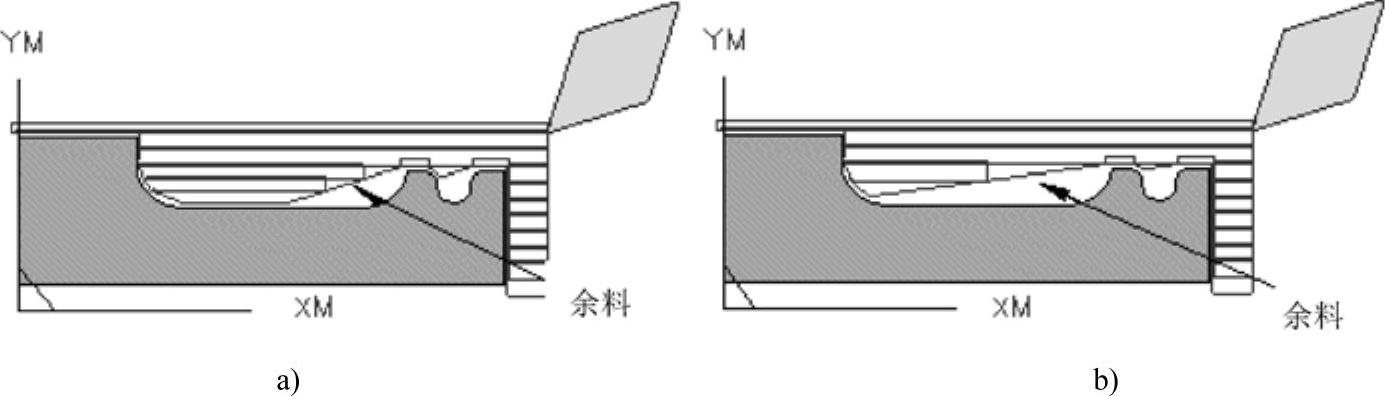
图6-64 刀具安全角
a)刀具安全角=0 b)刀具安全角=10
2.【余量】选项卡
“余量”是指完成一个操作后处理中的工件上留下的材料。根据切削方法的不同,【余量】选项卡有所不同。【余量】选项卡(粗加工和精加工)的选项设置如图6-65所示。其中各选项的含义如下(精加工):
☑精加工余量:指定精切削及任何可选清理刀路的余量。
☑恒定:指定一个余量值以应用于所有元素。
☑面:指定一个余量值以仅应用于面。
☑径向:指定一个余量值以仅应用于直径。
☑轮廓加工余量:指定轮廓切削的余量。这些选项与粗加工余量的选项相同。
☑毛坯余量:指定刀具与已定义的毛坯边界之间的偏置距离。这些选项与粗加工余量的选项相同。
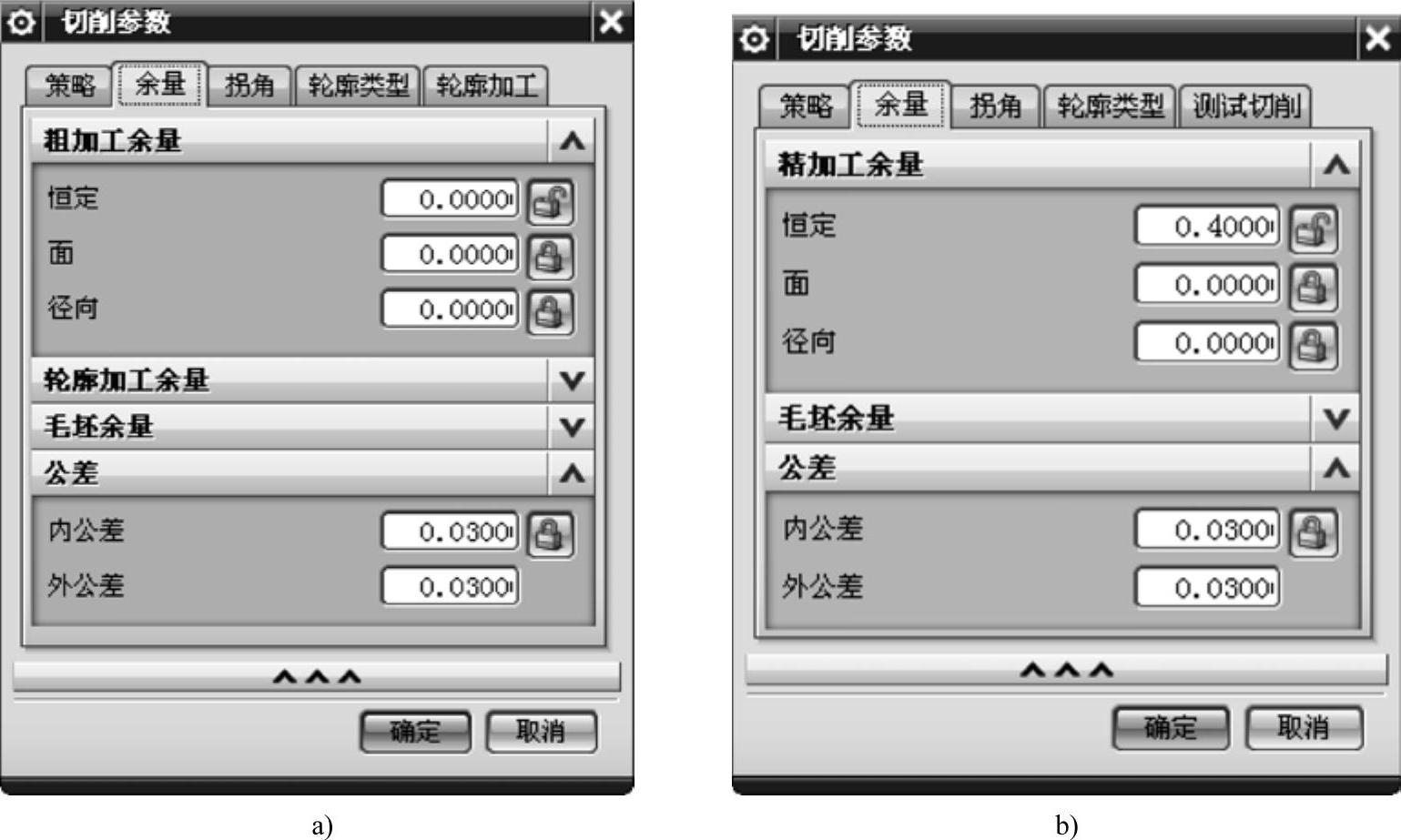
图6-65 【余量】选项卡
a)粗加工【余量】选项卡 b)精加工【余量】选项卡
☑公差:设置内公差和外公差的值。该公差应用于部件边界,并确定偏离边界的可接受量。精加工余量、粗加工余量和毛坯余量的图例如图6-66所示。
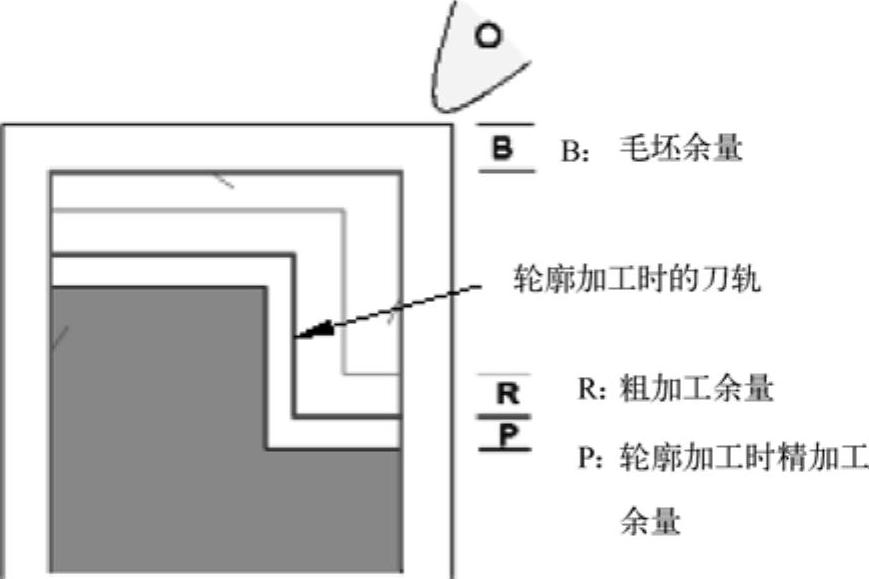
图6-66 3种余量图例
3.【拐角】选项卡
【拐角】选项卡可指定拐角处轮廓切削的行为。拐角可以是法向角或表面角。粗加工和精加工的【拐角】选项卡如图6-67所示。其中各选项的含义如下:
(1)常规拐角 用以控制拐角行为,该选项包括有4个子选项。如图6-68所示。
☑绕以下对象滚动:绕拐角创建一条光顺的刀轨,但保留尖角,如图6-68a所示。
☑延伸:创建延伸刀路,如图6-68b所示。(www.daowen.com)
☑圆形:创建圆形刀轨和拐角。具有法向角半径为10的倒圆拐角效果如图6-68c所示。
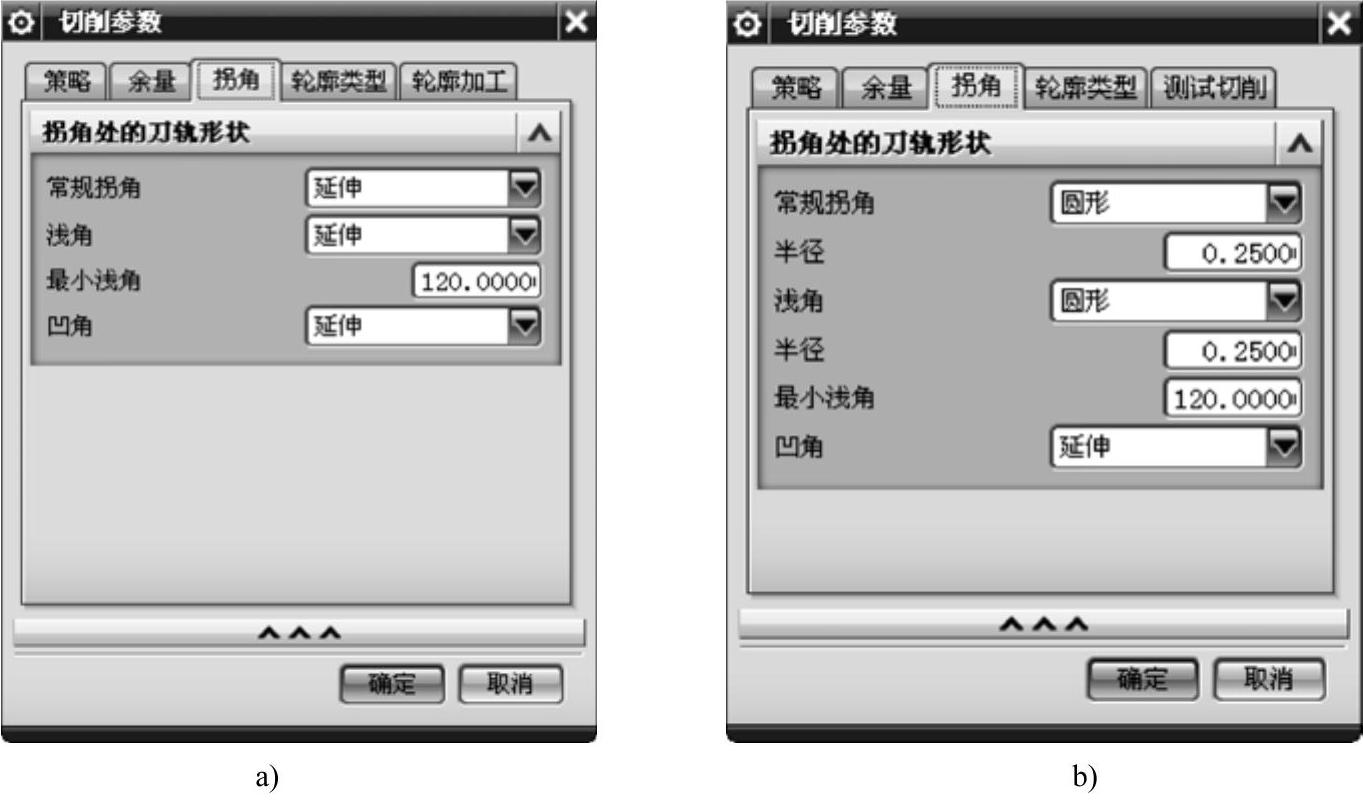
图6-67 【拐角】选项卡
a)粗加工【拐角】选项卡 b)精加工【拐角】选项卡
☑倒斜角:创建展平的拐角,要展平的量取决于输入的值。此值表示从模型化工件的拐角到实际切削面的距离,如图6-68d所示。
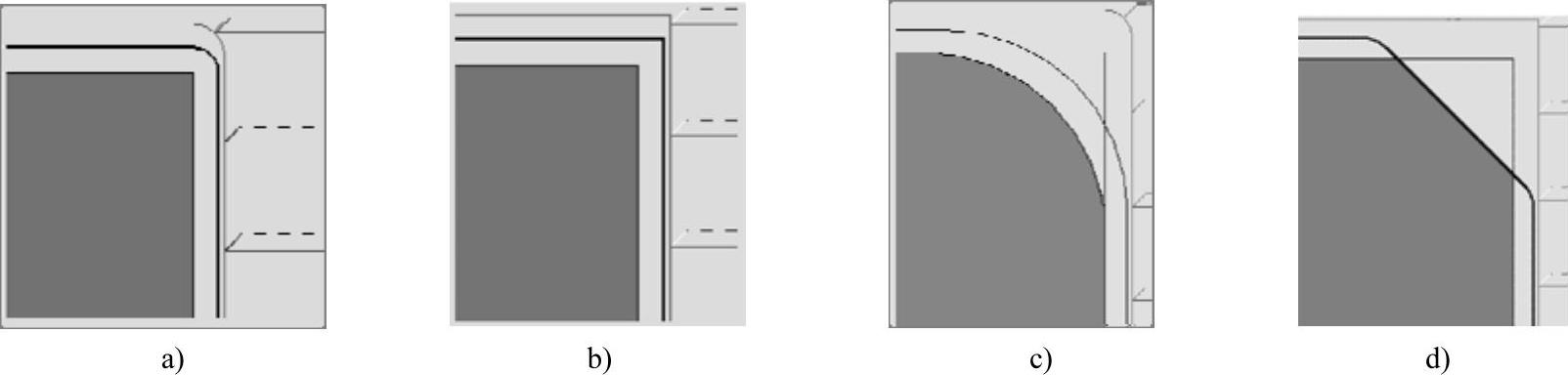
图6-68 常规拐角
a)绕以下对象滚动 b)延伸 c)圆形 d)倒斜角
☑浅角:“浅角”是指夹角大于指定“最小浅角”值并小于180°的凸角。此选项也包含4个子选项,如图6-69所示。
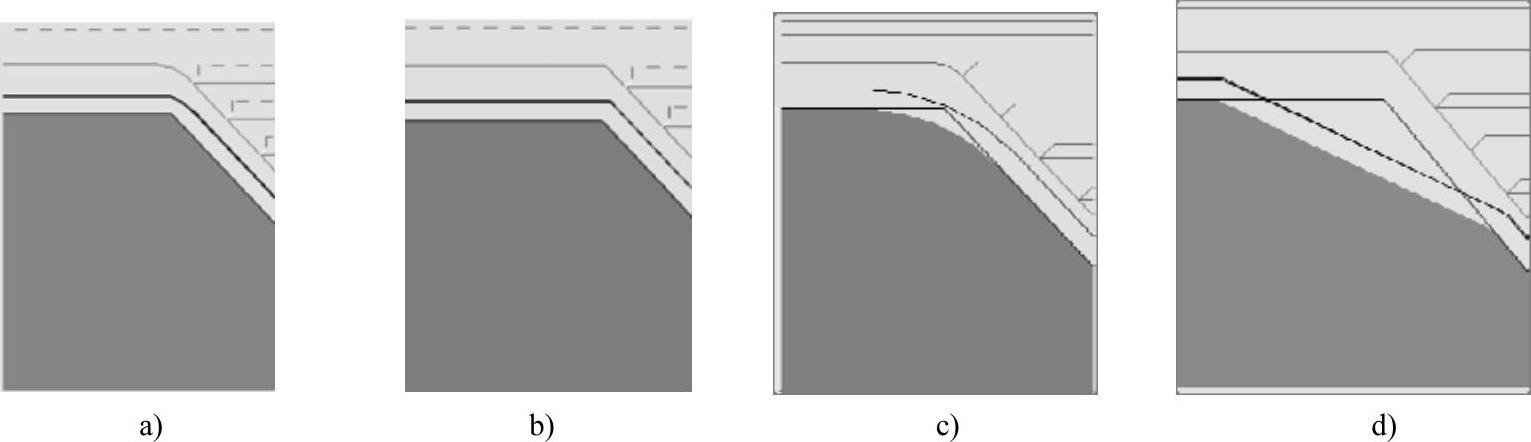
图6-69 浅角
a)绕以下对象滚动 b)延伸 c)圆形 d)倒斜角
4.【轮廓类型】选项卡
该选项卡允许用户定义程序用于将轮廓单元分类的参数,它包括【面和直径范围】和【陡峭和水平范围】两个选项区。粗加工和精加工的【轮廓类型】选项卡如图6-70所示。

图6-70 【轮廓类型】选项卡
a)粗加工【轮廓类型】选项卡 b)精加工【轮廓类型】选项卡
【面和直径范围】选项区可定义程序用于确定曲线是否代表面或直径的最小和最大角度;【陡峭和水平范围】选项区可定义程序用于确定曲线是否代表陡峭或水平区域的最小和最大角度。该选项卡中各选项的含义如下:
☑面范围:面范围包括“最大面角度”和“最小面角度”,如图6-71所示。在这种情况下,最小角度和最大角度都是从中心线测量的。图6-71中面的最小角度值为70°,最大角度值为110°,则允许各段斜率的变化量最大为40°,直至斜率不能包含在面的定义圆锥中为止。
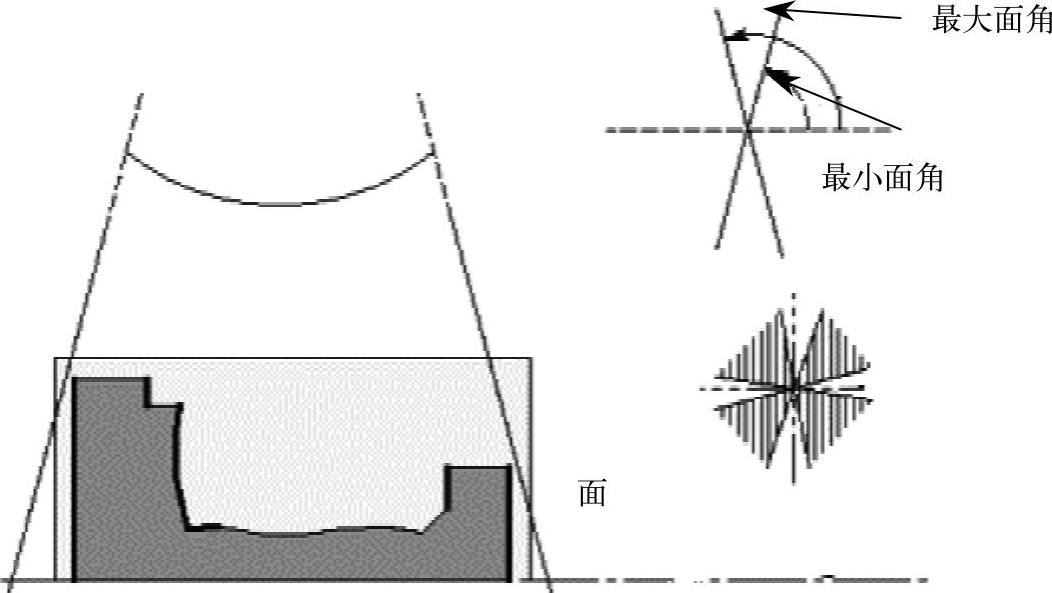
图6-71 面范围的最大角和最小角
☑直径范围:定义轮廓类型的原则示例如图6-72所示。在此例中,直径的最小角度值为160°,最大角度值为200°,则考虑将相对较大的轮廓元素带宽定义为直径。
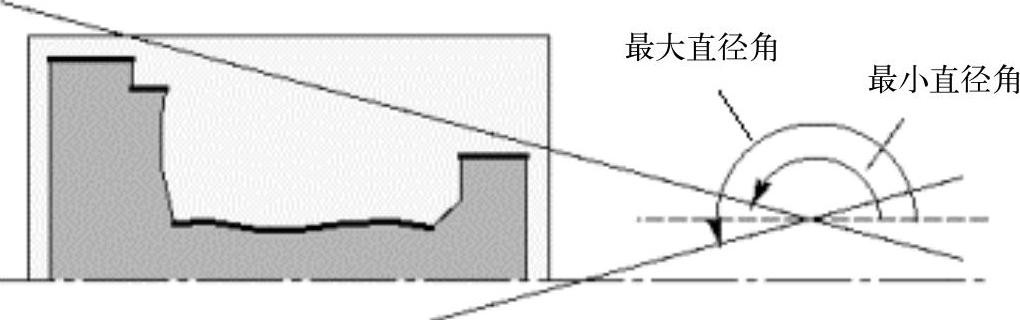
图6-72 定义轮廓类型的原则示例
☑陡峭范围:如果是陡峭区域所分析部件倒斜角上的同一槽,则出现图6-73所示的状况。
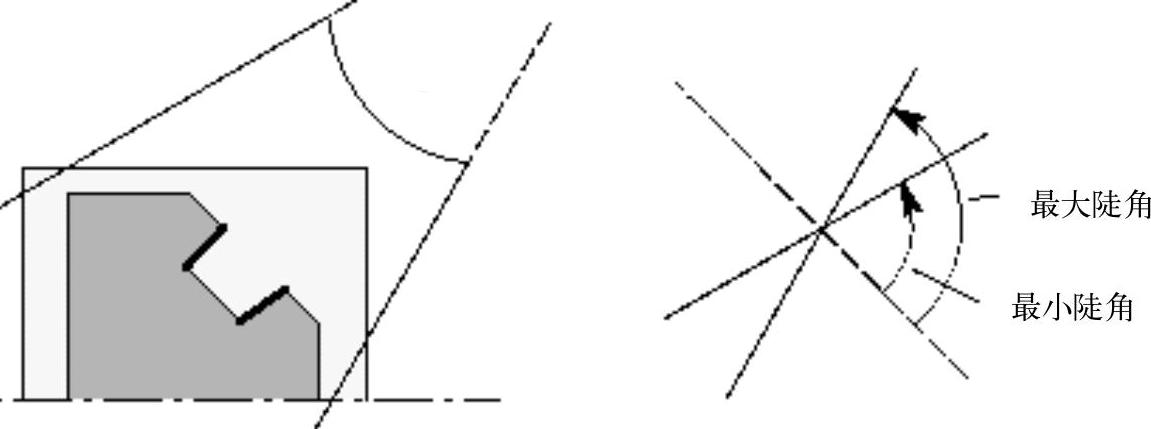
图6-73 作为陡峭边界定义的段
☑水平范围:选定的最小水平角度和最大水平角度值是从通过“水平角度”定义的直线自动测量的。图6-74所示显示了一个在部件倒斜角上的槽中定义水平区域的情况。
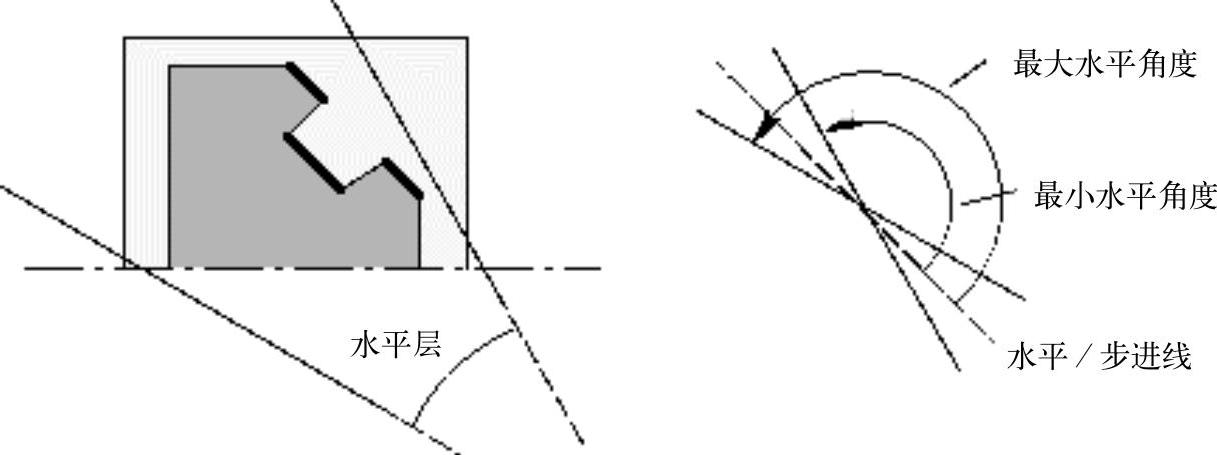
图6-74 由水平层定义的边界元素
5.【轮廓加工】选项卡
该选项卡用于设置轮廓粗加工的刀路,只有粗加工时才有此选项卡。【轮廓加工】选项卡的选项设置如图6-75所示。
仅当勾选【附加轮廓加工】复选框时,才出现下面的选项设置(在【刀轨设置】选项区中勾选【附加轮廓加工】复选框时,也会出现)。各选项含义如下:
☑轮廓切削区域:该选项包括【自动检测】和【与粗加工相同】两个子选项。【自动检测】是指对自动检测的区域进行轮廓加工;【与粗加工相同】是指对已粗加工刀路切削的相同区域进行轮廓加工。
☑策略:切削方式。与精镗加工时的策略相同。

图6-75 【轮廓加工】选项卡
☑方向:根据边界方位所给定的方向控制精加工/轮廓加工刀路的(初始)切削方向。
☑切削圆角:可指定圆角与面相邻(陡峭区域),还是与直径相邻(水平区域)。
☑轮廓切削后驻留:在轮廓切削运动的每个增量处输出一个驻留命令。
☑多刀路:与【刀轨设置】选项区的【切削深度】下拉列表框中的【多个】选项相同。
☑精加工刀路:指定精加工时的切削方向,包括“保持切削方向”和“变换切削方向”两种。“保持切削方向”是指每个刀路均遵循为轮廓加工指定的切削方向;“变换切削方向”则是指刀轨会在每个刀路之后更改方向,从而使每个连续的刀路均与前一个刀路方向相反。
☑螺旋刀路:与精加工刀路相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







