精镗切削策略决定了将切削几何体的哪些元素及切削的顺序。这些策略与轮廓加工中用于粗加工操作的策略相同。
精镗(或轮廓加工)的切削策略如图6-38所示。
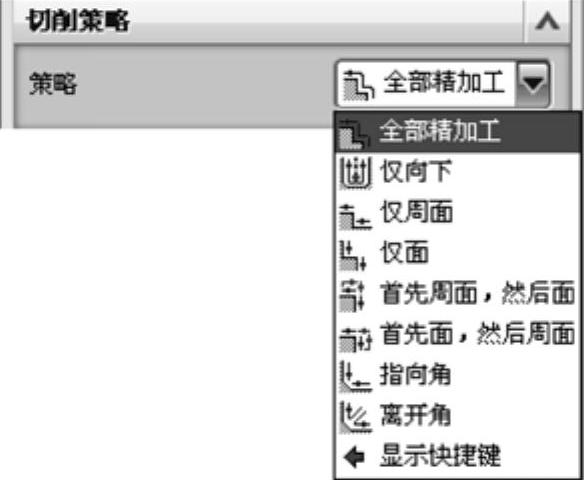
图6-38 精镗(或轮廓加工)的切削策略
各切削策略的含义如下:
☑全部精加工:该方式对每种几何体按其刀轨进行轮廓加工,无需考虑轮廓类型(如面、直径、层和陡峭),如图6-39所示。
☑仅向下:该方式决定了刀具只能从顶部向底部进行切削,且停止位置不会由于切削方向的改变而改变,如图6-40所示。
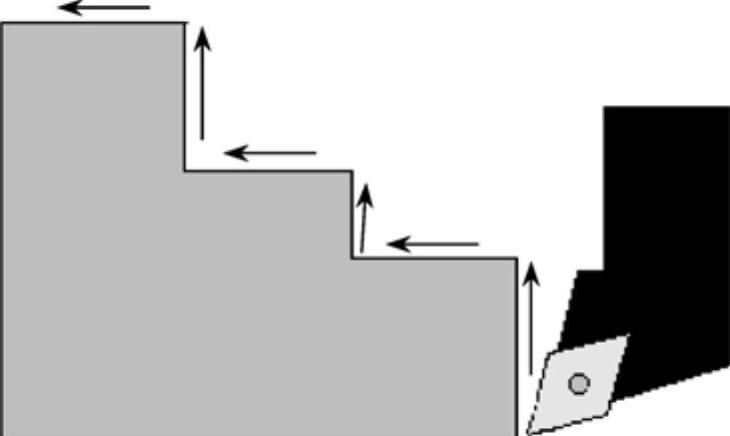
图6-39 全部精加工
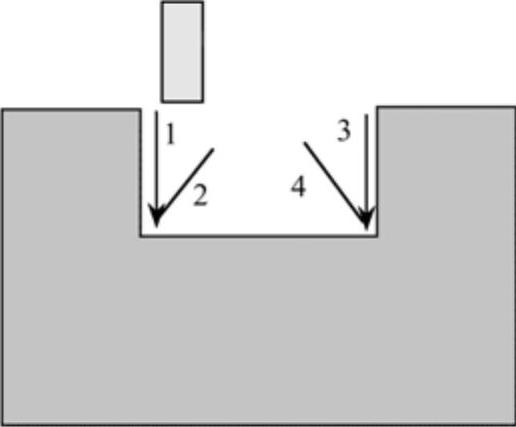
图6-40 仅向下
☑仅周面:该方式是一种用于轮廓加工刀路或精加工的切削策略。在这种策略中,仅切削被指定为直径的几何体。如果改变切削方向,系统将反转切削运动,停止位置不会由于切削方向的改变而改变。如果仅有一个直径要切削,则不会在备选螺旋刀路间退刀和进刀,仅在第一刀路前应用进刀运动,并仅在最后螺旋刀路后应用退刀运动,如图6-41所示。
☑仅面:该方式是一种用于轮廓加工刀路或精加工的切削策略。在此策略中,如果改变切削方向,程序不会反转切削运动,运动始终是从顶部到底部。如果改变切削方向,停止位置不会改变。无论【替代】选项是否打开,程序都将在每个螺旋刀路间退刀/进刀。因为系统始终仅向下切削,所以刀路的终点永远不会与下一刀路的起点具有相同的坐标,因此需要退刀和进刀,如图6-42所示。

图6-41 仅周面(www.daowen.com)

图6-42 仅面
☑首先周面,然后面:该方式是一种用于轮廓加工刀路或精加工的切削策略。在此策略中,如果改变切削方向,则系统将反转圆周运动,而不反转面运动,停止位置不会由于切削方向的改变而改变,如图6-43所示。
☑首先面,然后周面:该方式是一种用于轮廓加工刀路或精加工的切削策略。在此策略中,如果改变切削方向,则系统将反转圆周运动,而不反转面运动;如果周面上有需要处理的剩余材料,可为【停止位置】选项输入一个值,让刀具清除圆周面上的剩余材料,以防止刀具被掩埋;停止位置不会由于切削方向改变而改变,如图6-44所示。

图6-43 首先周面,然后面
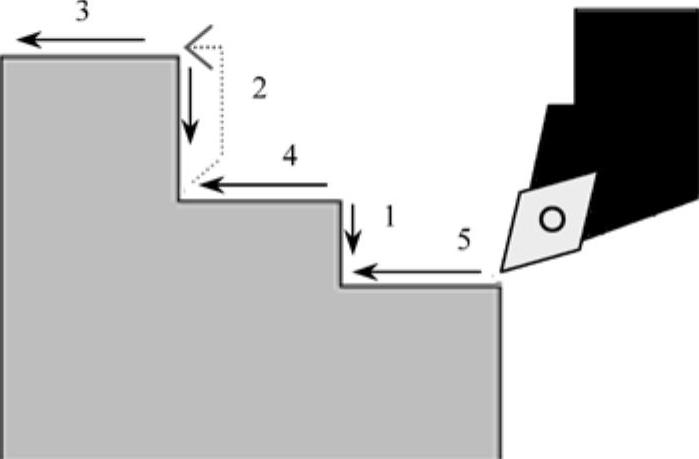
图6-44 首先面,然后周面
☑指向角:该方式的面或直径区域可包含多个边界段。在这种切削策略中,仅切削那些位于已检测到的凹角邻近的面或直径;它既不切削任何边界断裂处,也不切削超出指定面的圆凸角;如果改变切削方向,运动方向仍始终相同(对于拐角的中间而言),但是程序将颠倒拐角,并总是在首先切削的拐角刀柄上设置停止位置(这取决于切削方向);每个精加工刀路都以自动退刀运动完成,此移动由程序控制以使刀具离开部件,如图6-45所示。
☑离开角:该方式下,程序将自动计算进刀角值并使之与该角的角平分线对齐。在这种切削策略中,仅切削那些位于已检测到的凹角邻近的面或直径;它既不切削任何边缘断裂处,也不切削超出指定面的圆凸角;如果改变切削方向,运动的方向仍始终是相同的(拐角的中间以外),但是程序将颠倒拐角和拐角刀柄序列,如程序将从底部到顶部切削角面;且不能使用停止,如图6-46所示。

图6-45 指向角
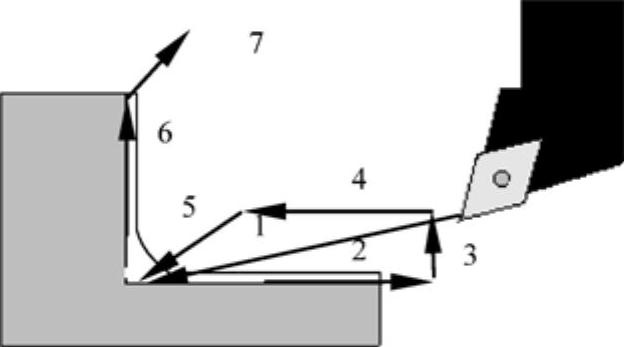
图6-46 离开角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






