“切削策略”是指切削方式。根据车削加工方法的不同,切削策略(方式)也会不同。粗车和粗镗的切削策略如图6-37所示。

图6-36 【避让】对话框
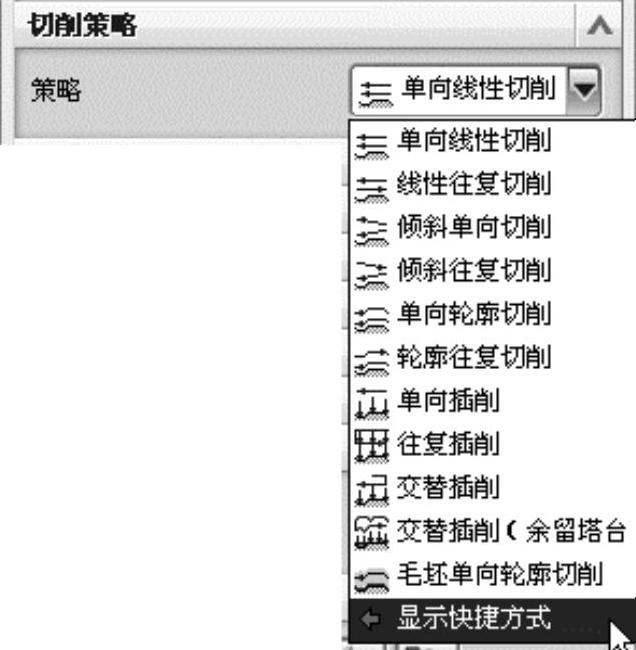
图6-37 粗车、粗镗的切削策略
各切削策略的含义如下:
☑单向线性切削:此方式的各层切削方向相同,均平行于前一个层切削。当要对切削区域应用直层切削进行粗加工时,可选择此方式。
☑线性往复切削:此方式是一种有效的切削策略,可以迅速移除大量材料,并对材料进行不间断切削。
☑倾斜单向切削:此方式可使一个切削方向上的每个切削或每个备选切削,从刀路起点到刀路终点的切削深度有所不同。刀片沿边界连续移动,切削边界上的临界应力点(热点)位置,从而分散应力和热量,延长刀片的使用寿命。(www.daowen.com)
☑倾斜往复切削:此方式与倾斜单向切削不同,对于每个粗切削均交替变换切削方向,因而减少了加工时间。
☑单向轮廓切削:单向轮廓粗加工在粗加工时刀具将逐渐逼近部件的轮廓。在这种方式下,刀具每次均沿着一组等距曲线中的一条曲线运动,而最后一次的刀路曲线将与部件的轮廓重合。
☑轮廓往复切削:该刀路的切削方式与单向轮廓切削方式类似,不同的是,此方式在每次粗加工刀路之后还要反转切削方向。
☑单向插削:该方式是一种典型的与槽刀配合使用的粗加工方式。
☑往复插削:该方式并不直接插削槽底部,而是使刀具插削到指定的切削深度(层深度),然后进行一系列的插削,以移除处于此深度的所有材料,接着再次插削到新指定的切削深度,并移除处于该深度的所有材料,最终以往复方式来回往复执行以上一系列切削,直至到达槽底部。
☑交替插削:该方式将各后续插削分别应用到与上一次插削相对的一侧。
☑交替插削(余留塔台):该方式通过偏置连续插削(即第一个刀轨从槽的一肩运动至另一肩之后,“塔”保留在两肩之间),在刀片两侧实现对称刀具磨平。当在反方向执行第二个刀轨时,将切除这些“塔”。
☑毛坯单向轮廓切削,该刀路的切削方式与“单向轮廓切削”方式类似,不同的是,此方式在毛坯表面切削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




