【刀轨设置】选项区主要控制【切削模式】、【步距】、【切削参数】、【非切削移动】、【进给和速度】等参数的设置。【刀轨设置】选项区的选项如图2-22所示。
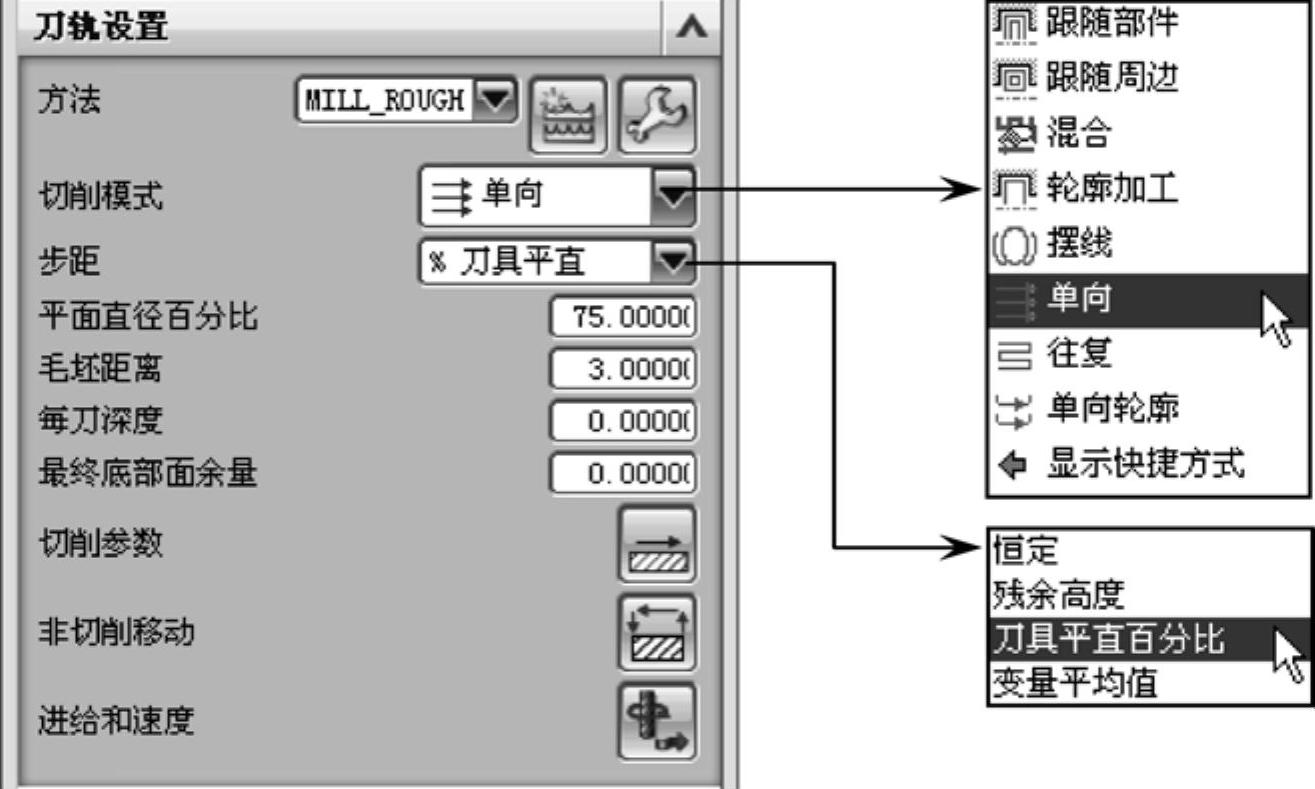
图2-22 【刀轨设置】选项区
1.方法
在“方法”下拉列表框中可选择加工方法组,如粗加工、半精加工和精加工。当选择的加工方法为【NONE】时,可单击【新建】按钮 ,在弹出的【新建方法】对话框中创建新的方法或方法组,如图2-23所示。
,在弹出的【新建方法】对话框中创建新的方法或方法组,如图2-23所示。
单击【编辑】按钮 ,可在弹出的【铣削方法】对话框中对选择的方法组或方法进行编辑,如图2-24所示。
,可在弹出的【铣削方法】对话框中对选择的方法组或方法进行编辑,如图2-24所示。

图2-23 【新建方法】对话框
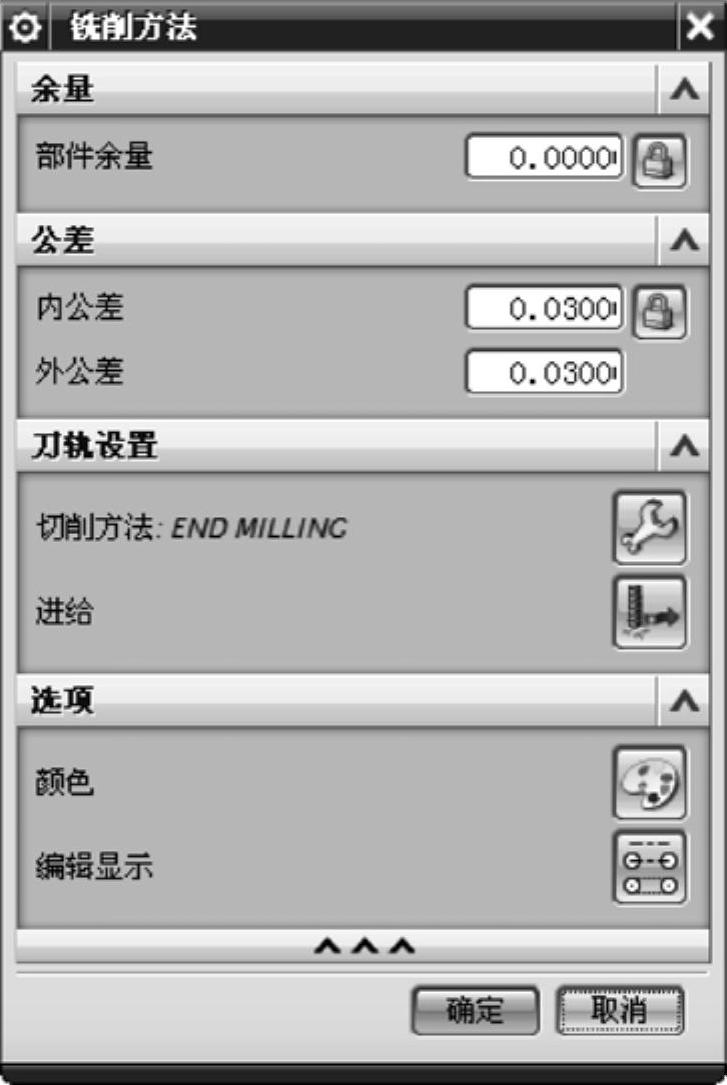
图2-24 【铣削方法】对话框
2.切削模式
用于面铣削的切削模式(切削方法)有很多种,如“跟随部件”“跟随周边”“混合”“摆线”“单向”“往复”“单向轮廓”等。
(1)跟随部件“跟随部件”切削模式通过从整个指定的部件几何体中形成相等数量的偏置(如果可能)来创建切削模式,如图2-25所示。偏置定义型腔和岛的“部件”几何体,可创建“跟随部件”切削模式。
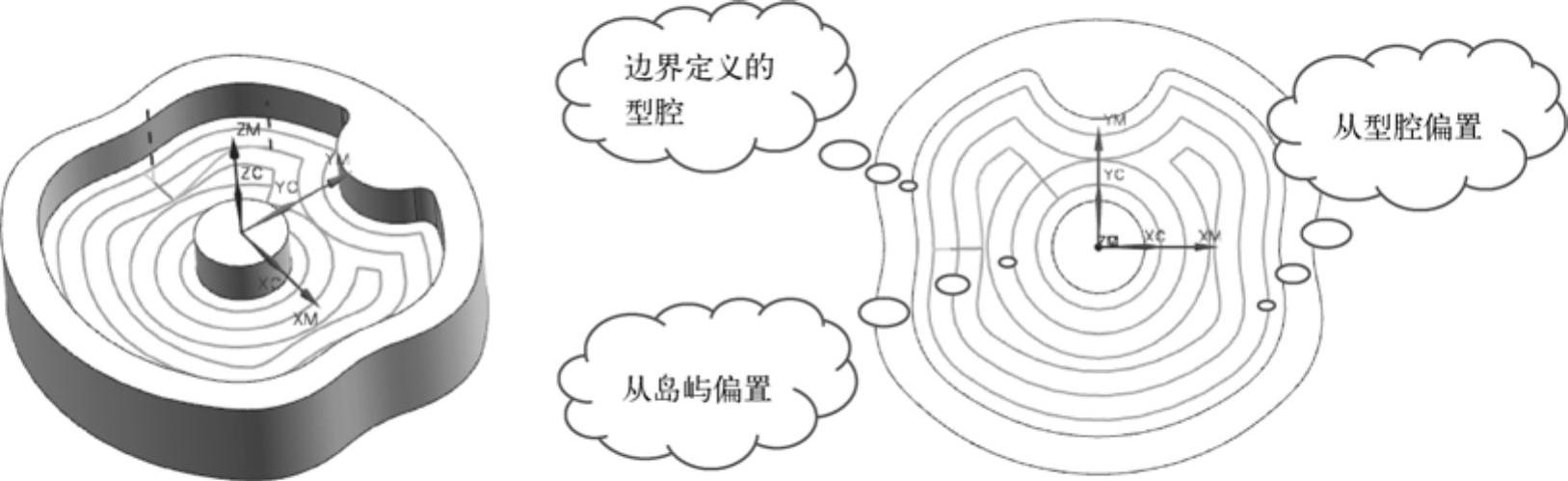
图2-25 “跟随部件”切削模式
技巧点拨
当步距非常大(步距大于刀具直径的50%但小于刀具直径的100%)时,在连续的刀路之间可能有些区域切削不到。对于这些区域,处理器会生成其他的清理刀轨以移除材料。
(2)跟随周边“跟随周边”创建的切削模式可生成一系列沿切削区域轮廓的同心刀路。通过偏置切削区域的边缘环可以生成该种切削模式;当刀路与切削区域的内部形状重叠时,这些刀路将合并成一个刀路,然后再次偏置这个刀路形成下一个刀路;可加工区域内的所有刀路都将是封闭形状。“跟随周边”切削模式如图2-26所示。
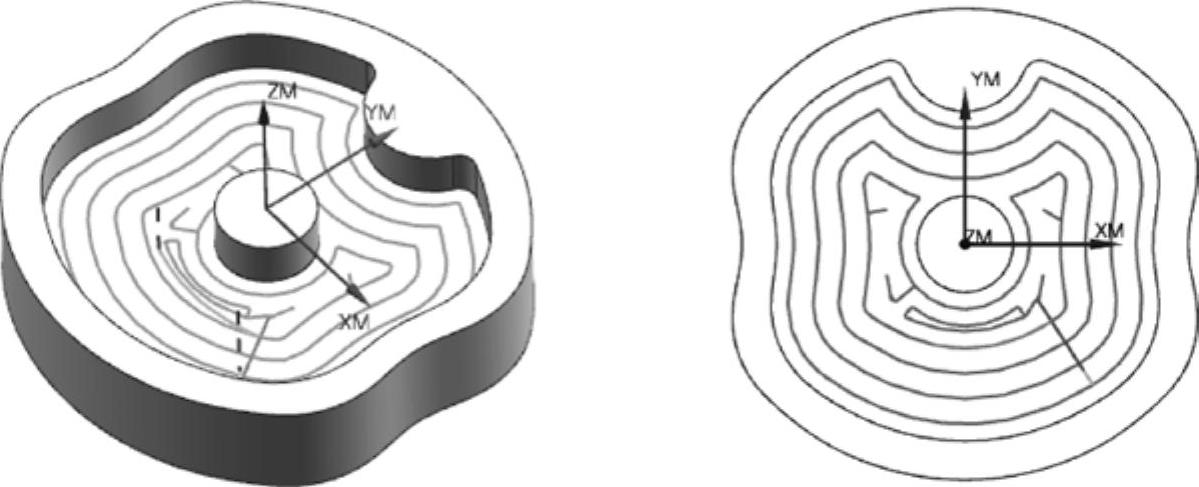
图2-26 “跟随周边”切削模式
“跟随周边”切削模式除了将切削方向指定为“顺铣”或“逆铣”外,还必须将“腔体方向”指定为“向内”或“向外”。
使用“向内”腔体方向时,离切削区域中心最近的刀具一侧将确定“顺铣”或“逆铣”。使用“向外”腔体方向时,离切削区域边缘最近的刀具一侧将确定“顺铣”或“逆铣”,如图2-27所示。
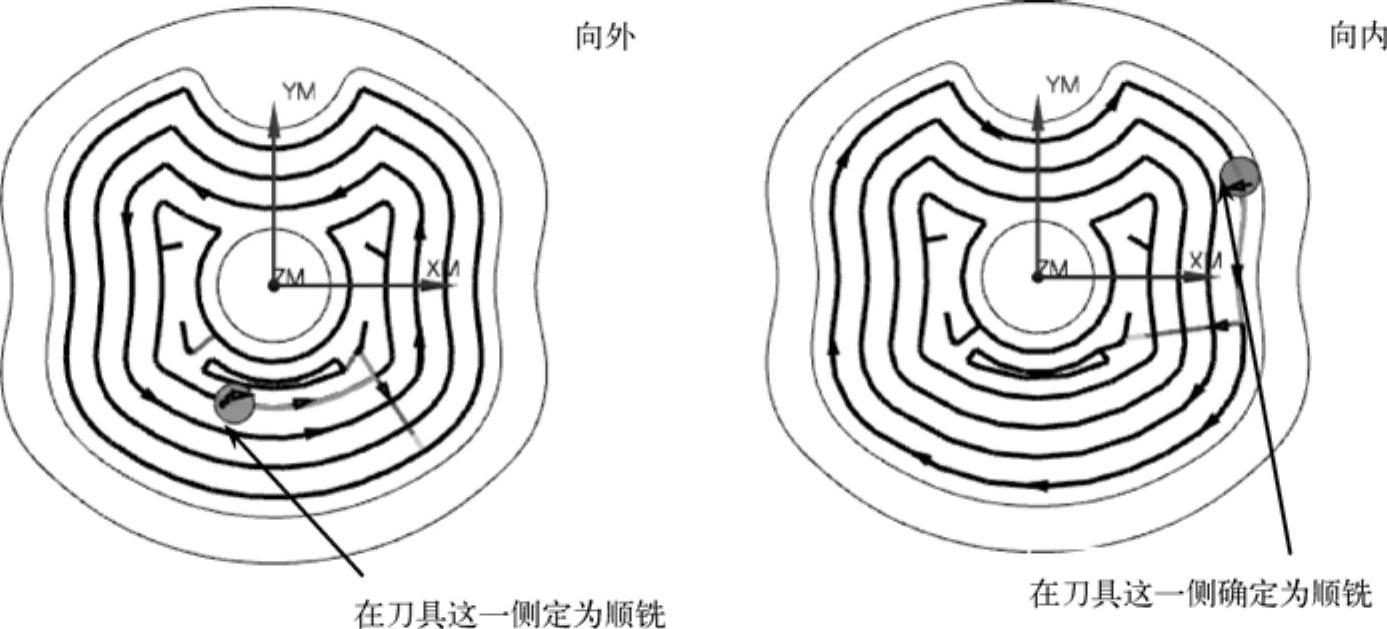
图2-27 “跟随周边”切削模式-选取切削方向
技巧点拨
如图2-27所示,说明了当“顺铣”与“向内”腔体方向结合使用时,此切削是如何沿第一个刀路上的壁生成“逆铣”的。要避免发生这种情况,读者可以添加部件余量以移动第一个刀路使其离开此壁,然后指定精加工刀路。精加工刀路会沿此壁生成最终的轮廓切削以移除部件余量,并保持指定的“顺铣”。
(3)摆线“摆线”切削模式采用回环控制嵌入的刀具。当需要限制过大的步距以防止刀具在完全嵌入切口时折断,且需要避免过量切削材料时,可使用此选项。在进刀过程中的岛和部件之间、形成锐角的内拐角以及窄区域中,几乎总是会得到内嵌区域,摆线切削可消除这些区域。该切削模式刀具以小的回环切削模式来加工材料,也就是说,刀具在以回环切削模式移动的同时,也在旋转。图2-28所示为“摆线”切削模式。
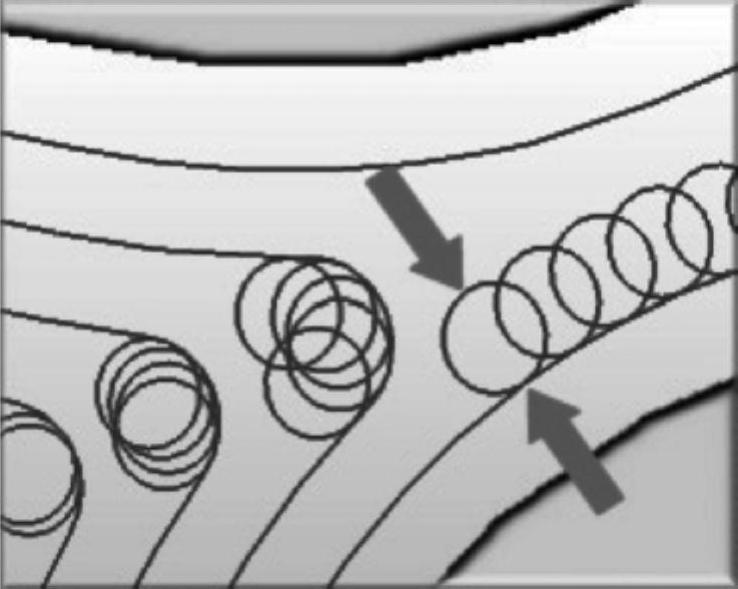
图2-28 “摆线”切削模式
摆线切削的图样方向(切削顺序)有两种:“向外”和“向内”(切削参数里设置),如图2-29所示。

图2-29 “摆线”切削模式的切削方向
a)向外 b)向内
摆线切削的切削方向设置为向外,这种切削模式适合进行高速粗加工。这种切削模式包括摆线铣削、拐角倒圆和其他拐角及嵌入区域处理,以确保达到指定的步距。它是跟随部件和向内摆线切削模式的组合,可用于型腔铣、平面铣和面铣削操作。
相比向内的切削方向,向外的切削方向有如下特点:
☑通过引入摆线刀轨,防止刀具开槽或超出指定的步距限制。
☑对尖角倒圆,使其成为圆滑的转角。
☑通常从远离部件壁处开始,向部件壁方向行进。
☑仅在必要时才引入摆线切削。
☑提供可变摆线宽度,以便加工槽和尖角。可指定一个最小宽度,程序根据需要逐步
减小实际摆线宽度以避免过切。
(4)单向“单向”切削模式可创建一系列沿一个方向切削的线性平行刀路,如图2-30所示。刀具从切削刀路的起点处进刀,并切削至刀路的终点,然后刀具退刀,移刀至下一刀路的起点,并以相同方向开始切削。
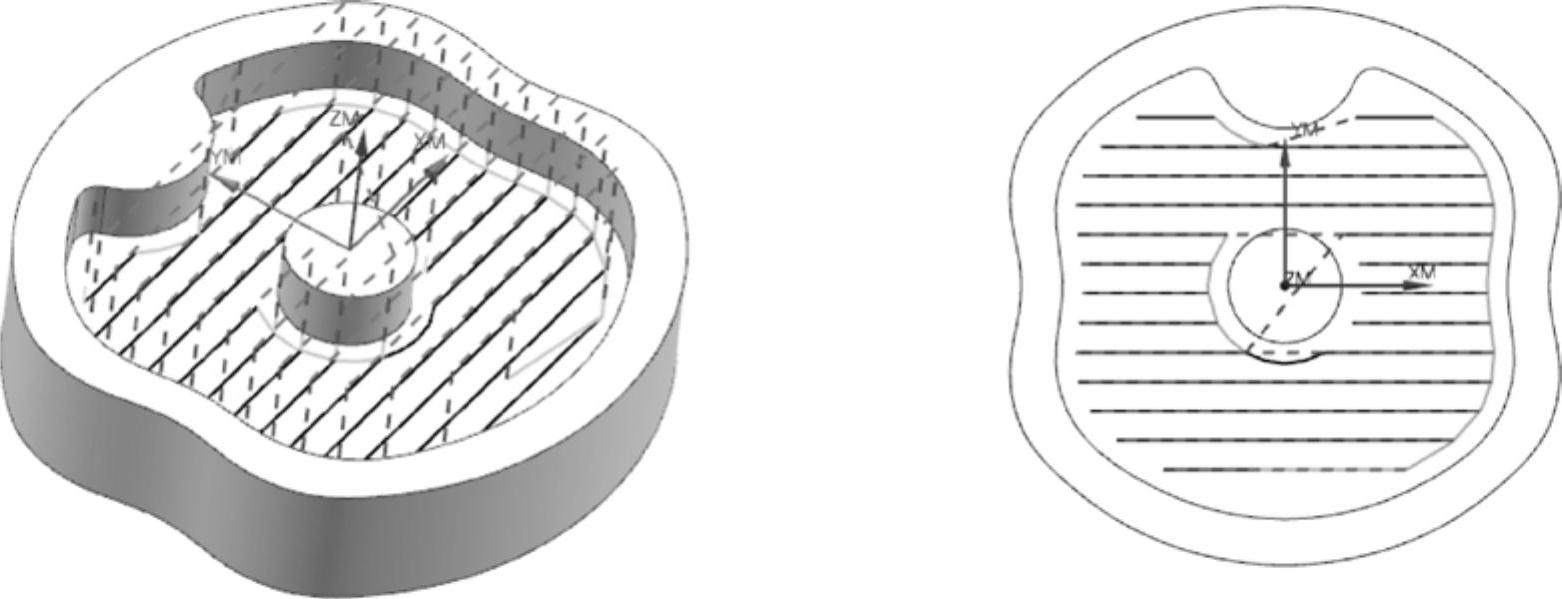
图2-30 “单向”切削模式
(5)往复“往复”切削模式创建一系列平行的线性刀路,彼此切削方向相反,但步进方向一致,如图2-31所示。
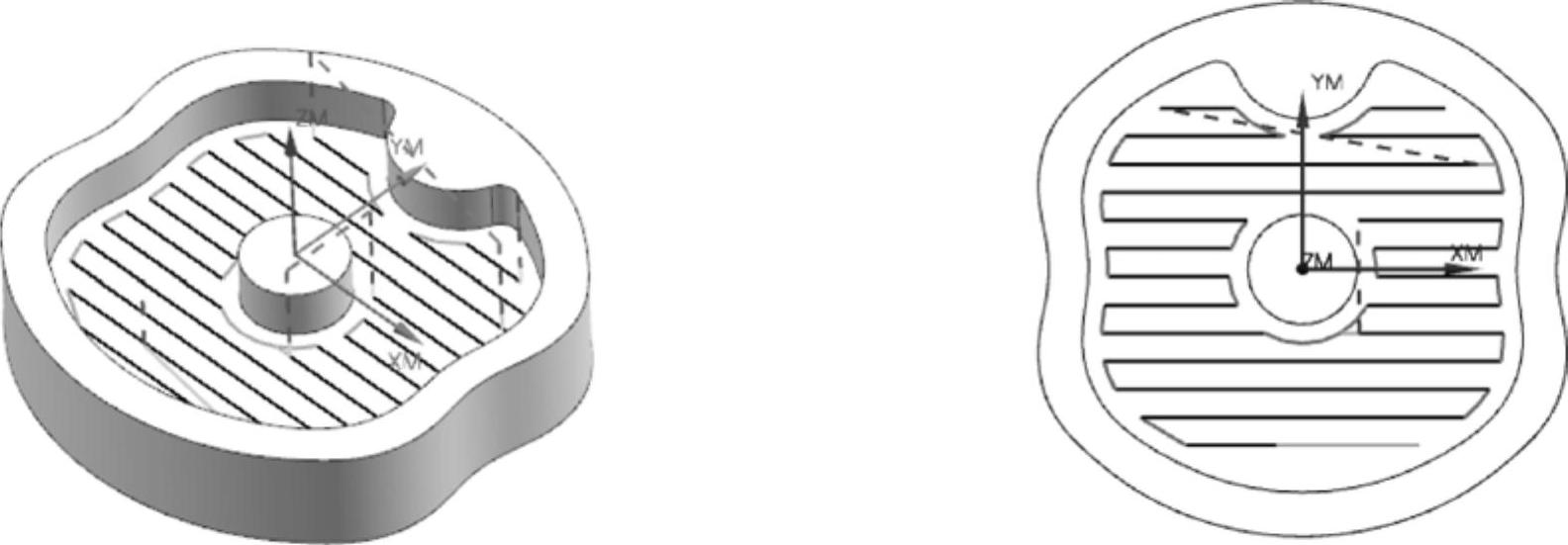
图2-31 “往复”切削模式
这种切削模式通过允许刀具在步距间保持连续的进刀来最大化切削运动。在相反方向切削的结果是生成一系列的交替“顺铣”和“逆铣”。指定“顺铣”或“逆铣”方向不会影响此模式的切削行为,但却会影响其中用到的“清壁”操作的方向。
如果没有指定切削区域起点,那么第一个单向刀路将尽可能地从周边边界的起点处开始切削。处理器将保持线性往复切削,但允许刀具在限定的步距内跟随切削区域轮廓以保持连续的切削运动。
例如,如图2-32所示,最后一条往复刀路偏离了直线方向,而是跟随切削区域的形状以保持连续的切削刀轨。只要刀路不相交,程序便可允许刀轨沿往复刀路跟随切削区域轮廓。
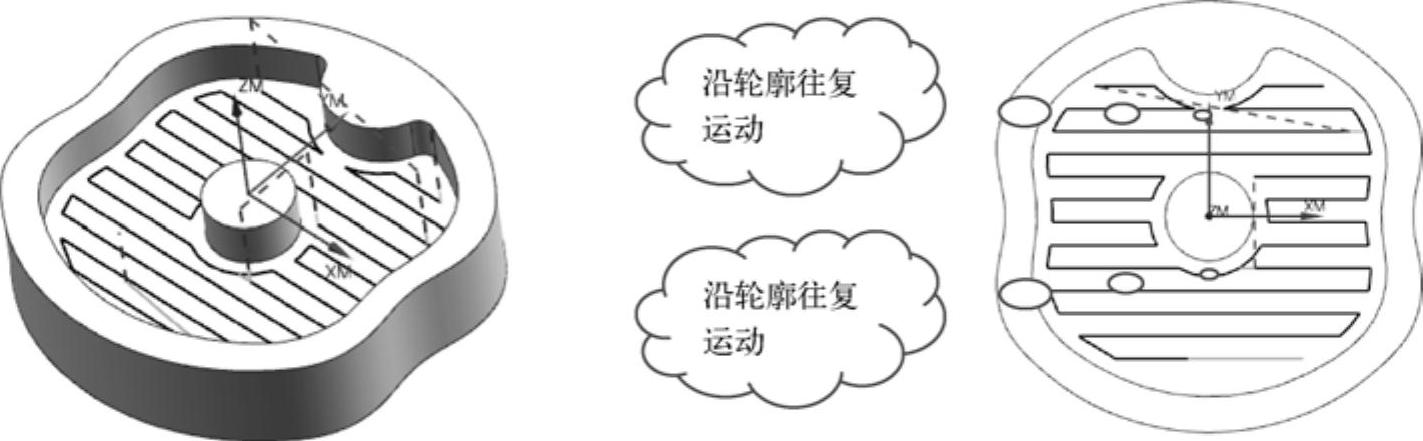
图2-32 连续的切削运动
若刀路相交,往复刀路便无法跟随切削区域轮廓,那么程序将生成一系列较短的刀路,并在子区域间移刀进行切削,步距始终跟随切削区域轮廓,如图2-33所示。
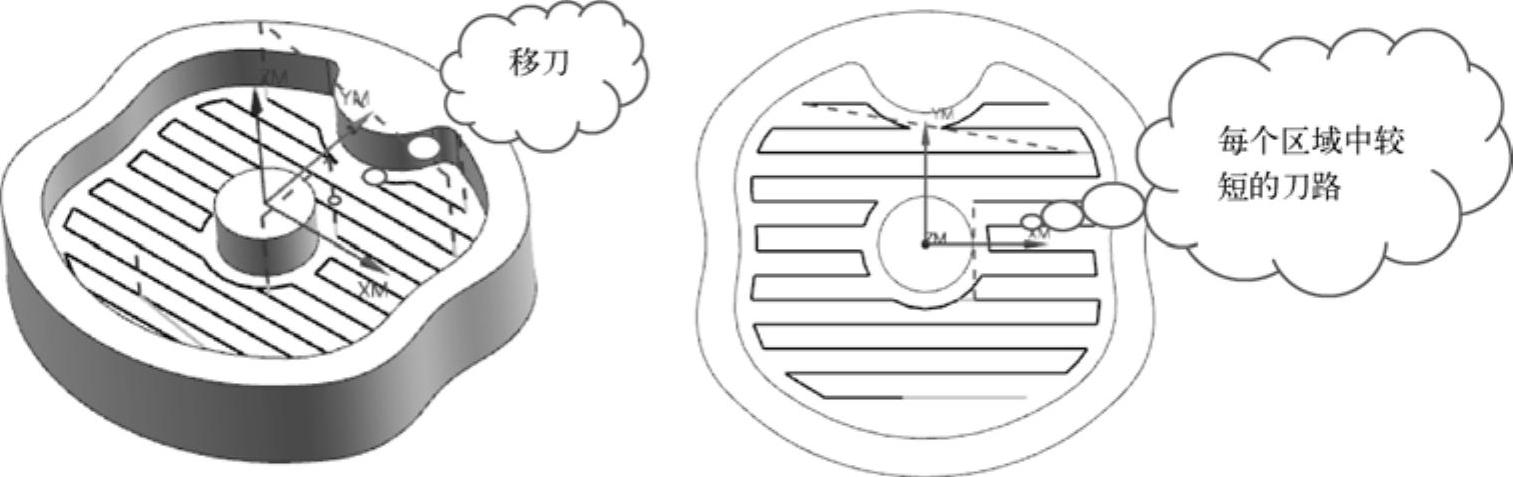
图2-33 子区域间的往复刀路
(6)单向轮廓“单向轮廓”创建的单向切削模式将跟随两个连续单向刀路间的切削区域的轮廓,并将严格保持“顺铣”或“逆铣”。程序根据沿切削区域边缘的第一个单向刀路来定义“顺铣”或“逆铣”刀轨。“单向轮廓”切削模式如图2-34所示。

图2-34 “单向轮廓”切削模式
(7)混合“混合”切削模式为用户提供了各种切削方法,以加T所定义的每个部件区域。根据要加T的区域的几何形状,用户可以决定使用“手工”切削模式、某一种“自动切削模式”或“省略”(如果不希望切削区域)进行切削。
当生成“混合”切削模式的刀路时,程序会弹出【区域切削模式】对话框,如图2-35所示。
在【区域切削模式】对话框中用户可以更改切削模式,可以选择切削模式进行编辑、复制、重命名等操作。对话框中各选项含义如下:
☑“切削模式”下拉列表框:在列表中选择模式以更改现有切削模式。其中,“省略”模式 表示将忽略所有检查和修剪边界的切削模式。
表示将忽略所有检查和修剪边界的切削模式。
☑编辑 :单击此按钮,将弹出与所选模式相对应的更改切削参数的对话框。例如,选择“手工”切削模式时,将会弹出【创建手工切削模式】对话框,如图2-36所示。
:单击此按钮,将弹出与所选模式相对应的更改切削参数的对话框。例如,选择“手工”切削模式时,将会弹出【创建手工切削模式】对话框,如图2-36所示。

图2-35 【区域切削模式】对话框
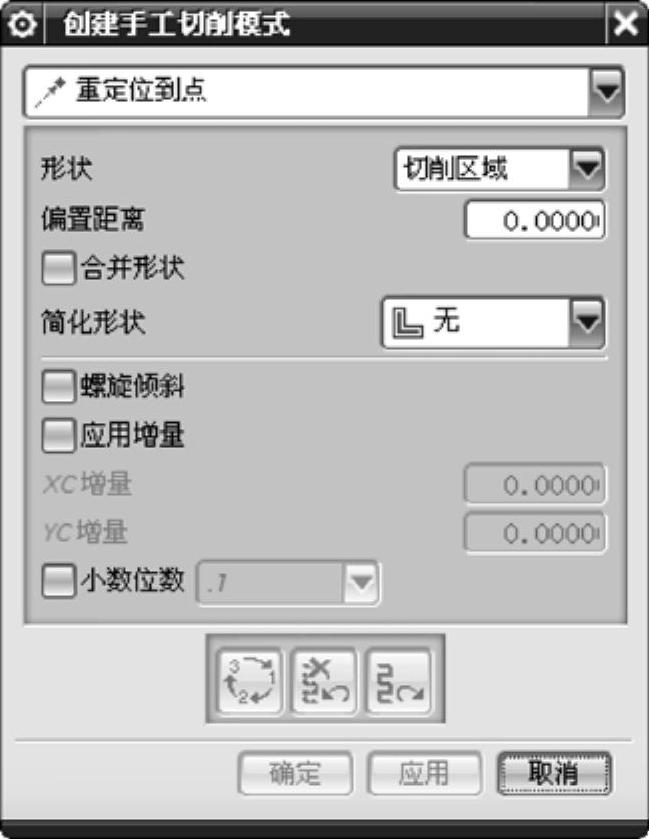
图2-36 【创建手工切削模式】对话框
☑复制 :在模式列表中选择切削模式,然后单击【复制】按钮
:在模式列表中选择切削模式,然后单击【复制】按钮 ,可以进行复制操作。
,可以进行复制操作。
☑粘贴 :复制刀路后,单击此按钮将进行粘贴操作。
:复制刀路后,单击此按钮将进行粘贴操作。
☑重命名 :单击此按钮,进行重命名操作。
:单击此按钮,进行重命名操作。
☑插入 :单击此按钮,将编辑复制、粘贴的刀路。
:单击此按钮,将编辑复制、粘贴的刀路。
☑信息 :单击此按钮,可以查看更改切削模式后的操作信息。
:单击此按钮,可以查看更改切削模式后的操作信息。
☑刀轨显示选项 ,单击此按钮,将弹出【显示选项】对话框,如图2-37所示。用户可以编辑刀轨、刀具的显示状态。
,单击此按钮,将弹出【显示选项】对话框,如图2-37所示。用户可以编辑刀轨、刀具的显示状态。
☑撤销 :单击此按钮,撤销前一操作。
:单击此按钮,撤销前一操作。
“混合”切削模式的刀路如图2-38所示。
3.步距
“步距”是指切削刀路之间的距离。用户可以直接通过输入一个常数值或刀具直径的百分比来指定该距离,也可以间接地通过输入残余高度并使用程序计算切削刀路间的距离来指定该距离。步距的图解如图2-39所示。
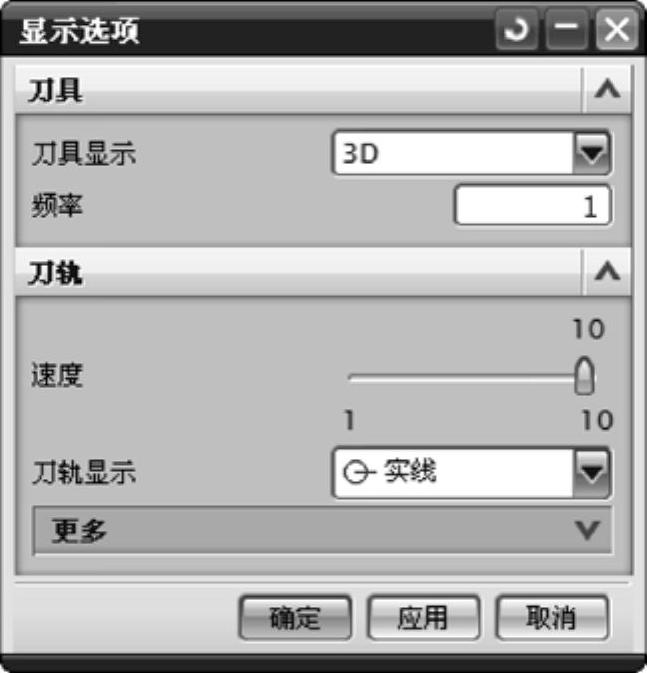
图2-37 【显示选项】对话框
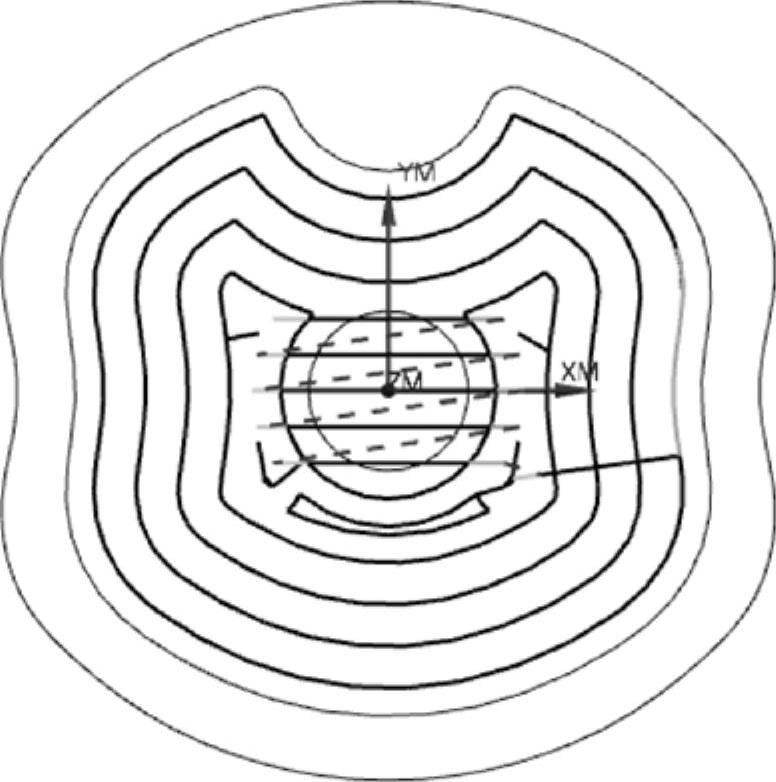
图2-38 “混合”切削模式的刀路
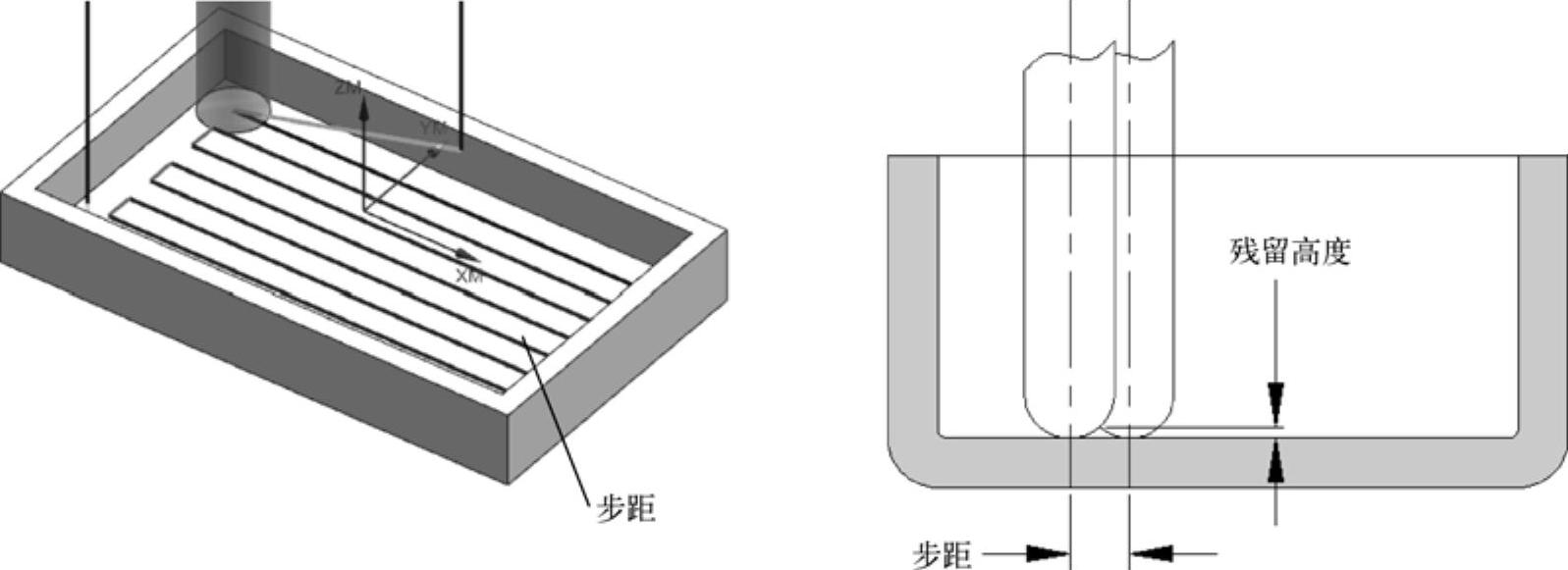
图2-39 步距的图解
在“步距”下拉列表框中包含有4个子选项:【恒定】、【残余高度】、【刀具平直百分比】和【变量平均值】。
(1)恒定“恒定”是指在连续的切削刀路间指定固定距离。若选择“恒定”步距,可在下方文本框中输入允许的范围值,并选择值的单位。
如果刀路之间的指定距离没有均匀分割区域,程序会减小刀路之间的距离,以便保持恒定步距。如图2-40所示。
(2)残余高度“残余高度”选项指定两个刀路间剩余材料的高度,从而在连续切削刀路间确定固定距离。程序将计算所需的步距,从而使刀路间的残余高度为指定的高度,如 图2-41所示。
由于边界形状不同,所计算出的每次切削的步距也不同。为保护刀具在移除材料时负载不至于过重,最大步距被限制在刀具直径的2/3以内。(www.daowen.com)
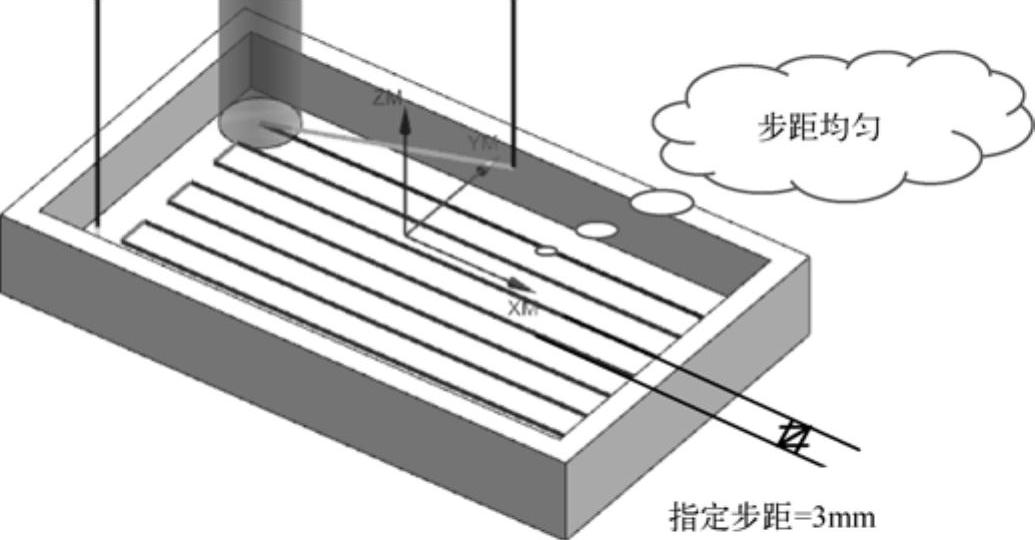
图2-40 始终保持恒定的步距
(3)刀具平直百分比“刀具平直百分比”选项是以指定刀具的有效直径的百分比,在连续切削刀路之间建立固定的距离,有效刀具直径如图2-42所示。
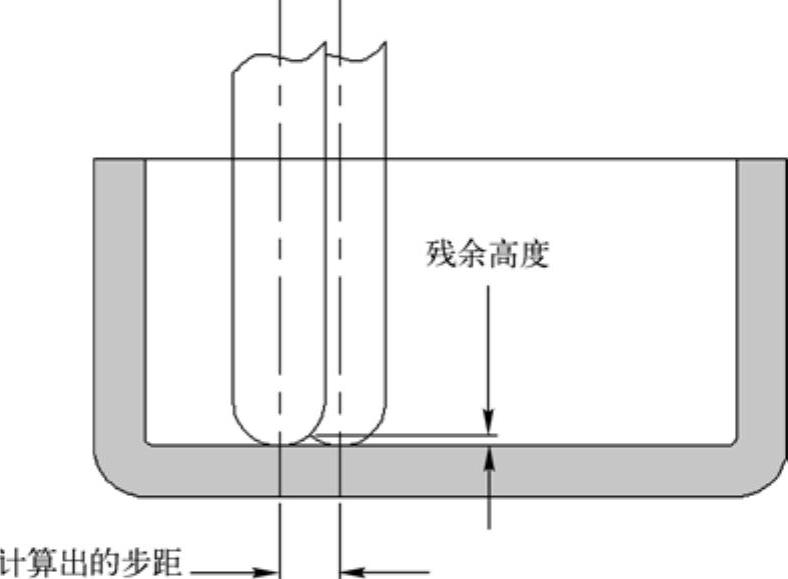
图2-41 残余高度
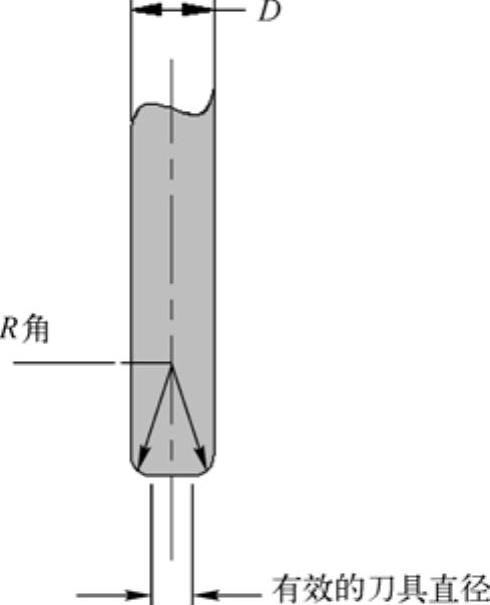
图2-42 有效刀具直径
技巧点拨
对于球头铣刀,程序将其整个直径用作有效刀具直径。对于其他刀具,有效刀具直径d=D-2R,其中D为刀具直径,R为刀具圆角半径。
(4)变量平均值【变量平均值】选项可以为【往复】、【单向】和【单向轮廓】创建步距,该步距能够调整以保证刀具始终与平行于单向和回转切削的边界相切。
对于【往复】、【单向】和【单向轮廓】切削模式,【变量平均值】选项允许用户建立一个允许的范围值,程序将使用该值来确定步距大小。程序将计算出最少步距数量,这些步距可以将平行于单向和回转刀路的壁面间的距离均匀分割,同时程序还将调整步距以保证刀具始终沿着壁面进行切削而不会剩下多余的材料。如图2-43所示,用户指定的【最大步距】是“8”,【最小步距】是“2”。程序计算得出8个步距为“5.8”的刀路。这一计算出的步距值可保证刀具在切削时相切于所有平行于单向和回转切削的壁面。
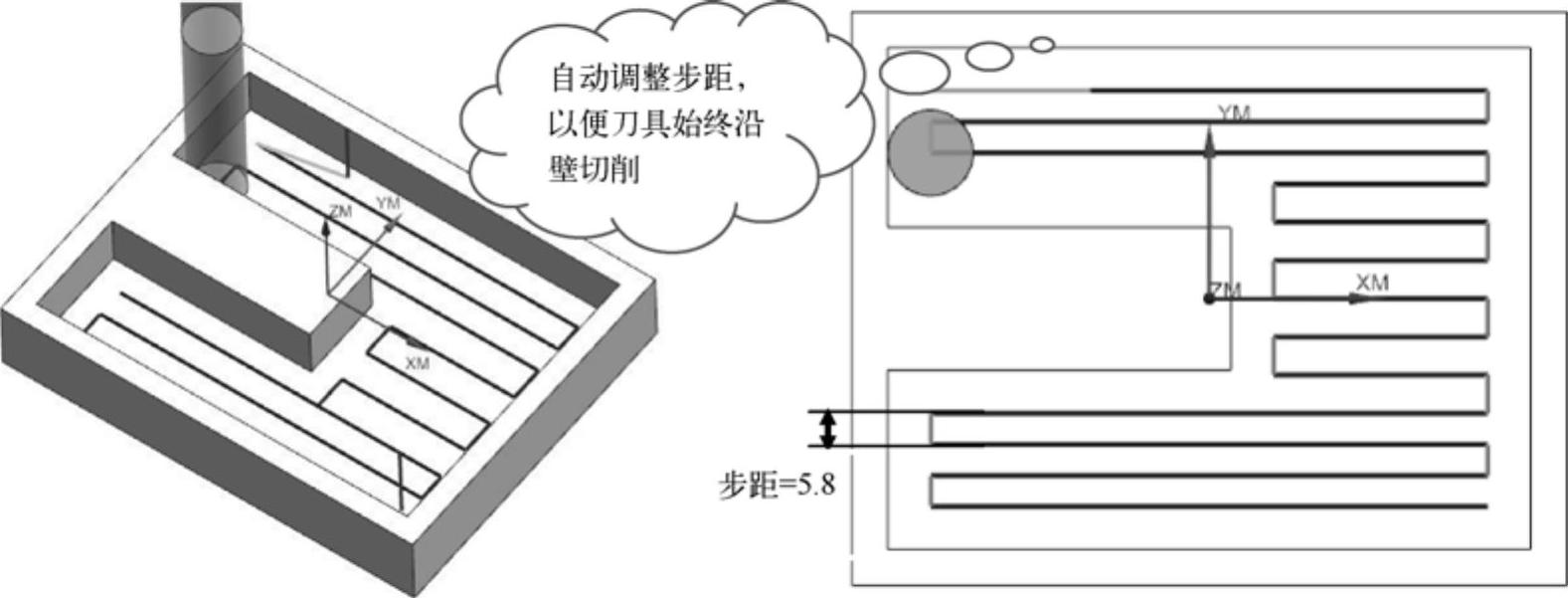
图2-43 变量平均值
4.切削参数
【切削参数】选项用以修改操作的切削参数。不同的类型、子类型和切削模式确定了不同的【切削参数】设置对话框。在8种切削模式中,每个【切削参数】设置对话框都有一些区别,但由于内容限制,不能一一作详细介绍。
【跟随周边】切削模式的【切削参数】对话框(也包括【跟随部件】切削模式),如 图2-44所示。
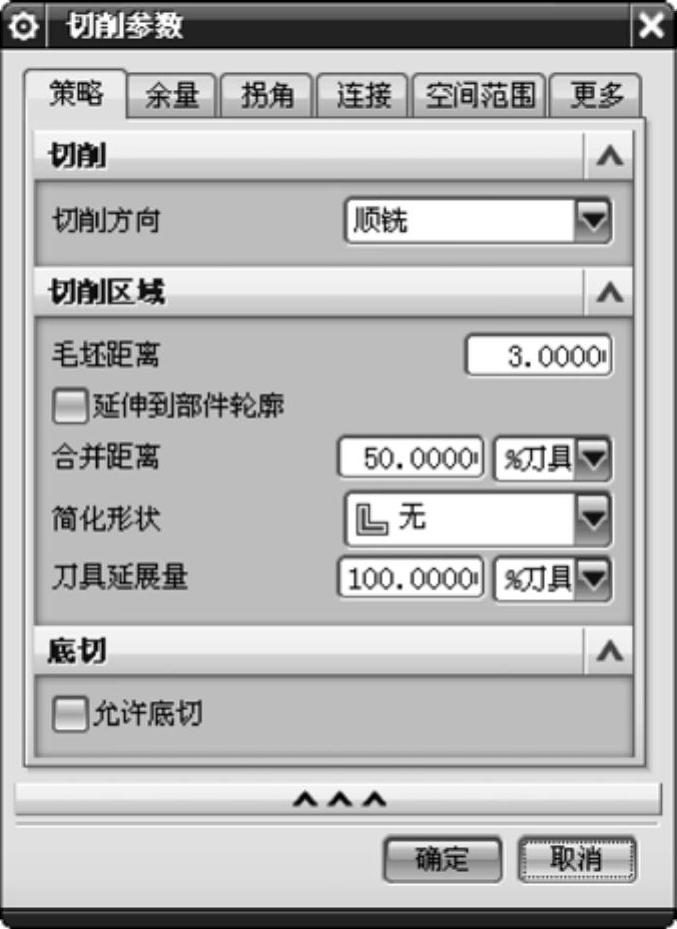
图2-44 【切削参数】对话框
【切削参数】对话框中包含了6个选项卡:【策略】、【余量】、【拐角】、【连接】、【空间范围】和【更多】,介绍如下:
(1)【策略】选项卡 定义最常用的或主要的参数,如切削、刀路、毛坯、底切等。
(2)【余量】选项卡 其作用是设置加工余量和内、外公差。【余量】选项卡下的选项设置如图2-45所示。
(3)【拐角】选项卡主要控制与以下操作有关的切削运动的光顺过渡:
☑“跟随部件”“跟随周边”和“摆线”切削模式中的拐角倒圆。
☑“跟随部件”“跟随周边”和“摆线”切削模式中的步进运动。
☑“单向”和“往复”切削模式(步进运动光顺)。
【拐角】选项卡下的选项设置如图2-46所示。

图2-45 【余量】选项卡
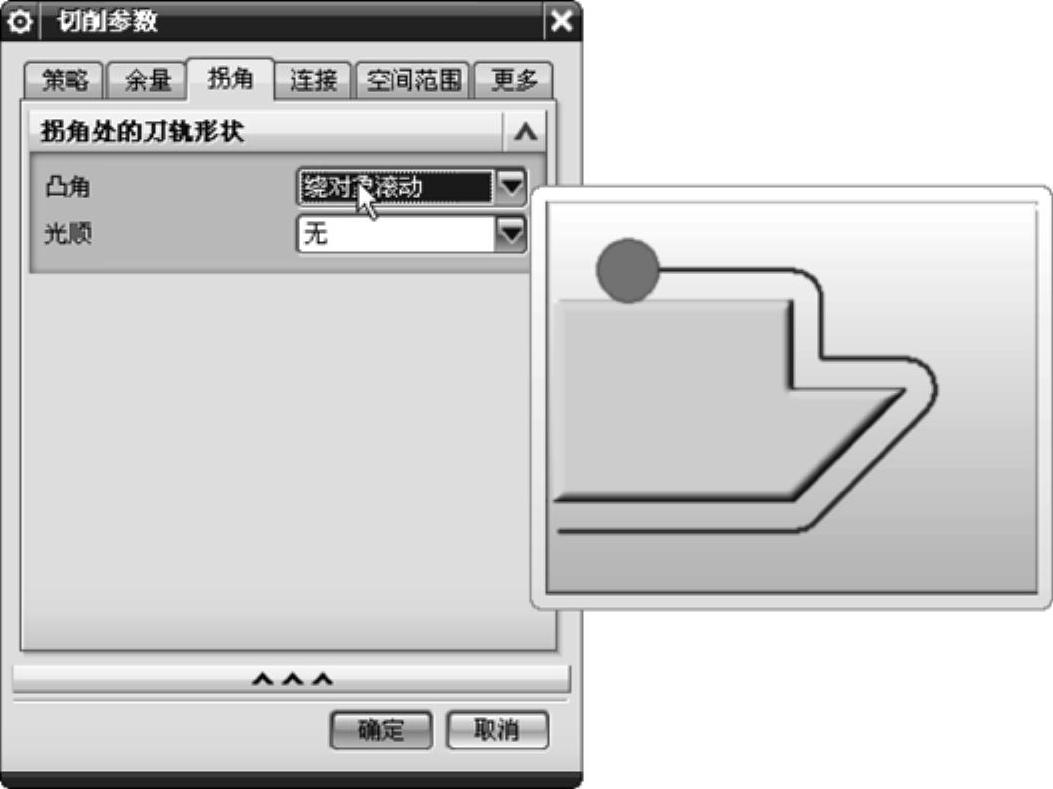
图2-46 【拐角】选项卡及图
(4)【连接】选项卡 在前面列出的4个切削模式的【切削参数】对话框中,其【连接】选项卡的选项设置也略有不同。【连接】选项卡定义了切削运动间的运动方式。【连接】选项卡下的选项设置如图2-47所示。
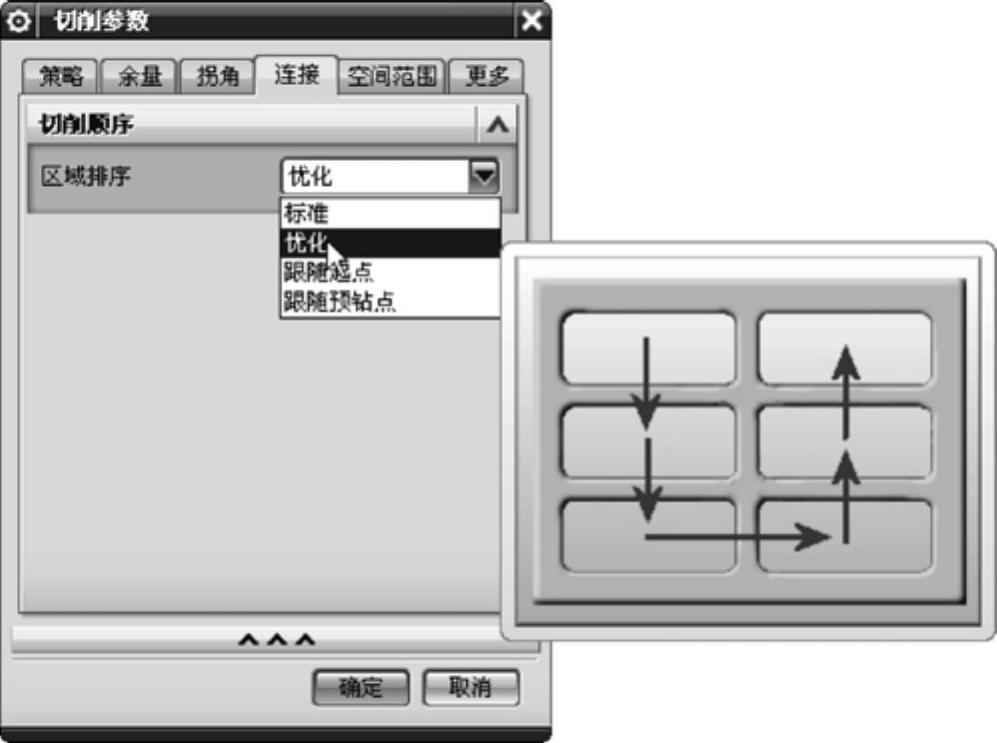
图2-47 【连接】选项卡及图
(5)【空间范围】选项卡 控制刀具夹持器的使用。该选项卡下的选项设置如图2-48所示。
☑【检查刀具和夹持器】复选项有助于避免夹持器与工件的碰撞,并在操作中选择尽可能短的刀具。
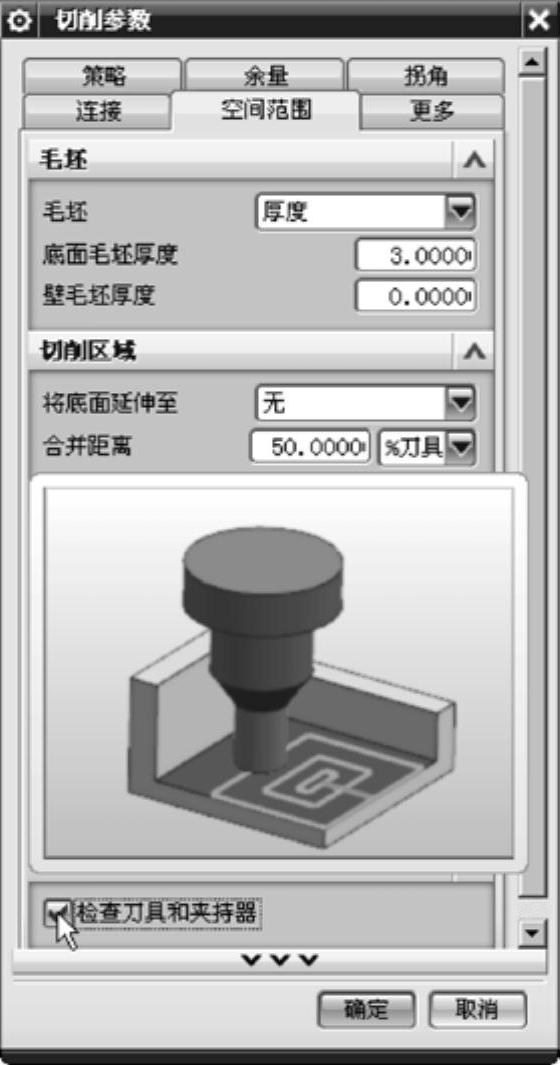
图2-48 【空间范围】选项卡
☑“毛坯”选项:该选项中毛坯有3种设置方法,如图2-49所示。读者可以根据不同的加工状况选择合适的毛坯选项。“IPW底面和壁”铣削方式就是【底面壁】对话框中的【毛坯】选项中的一种。
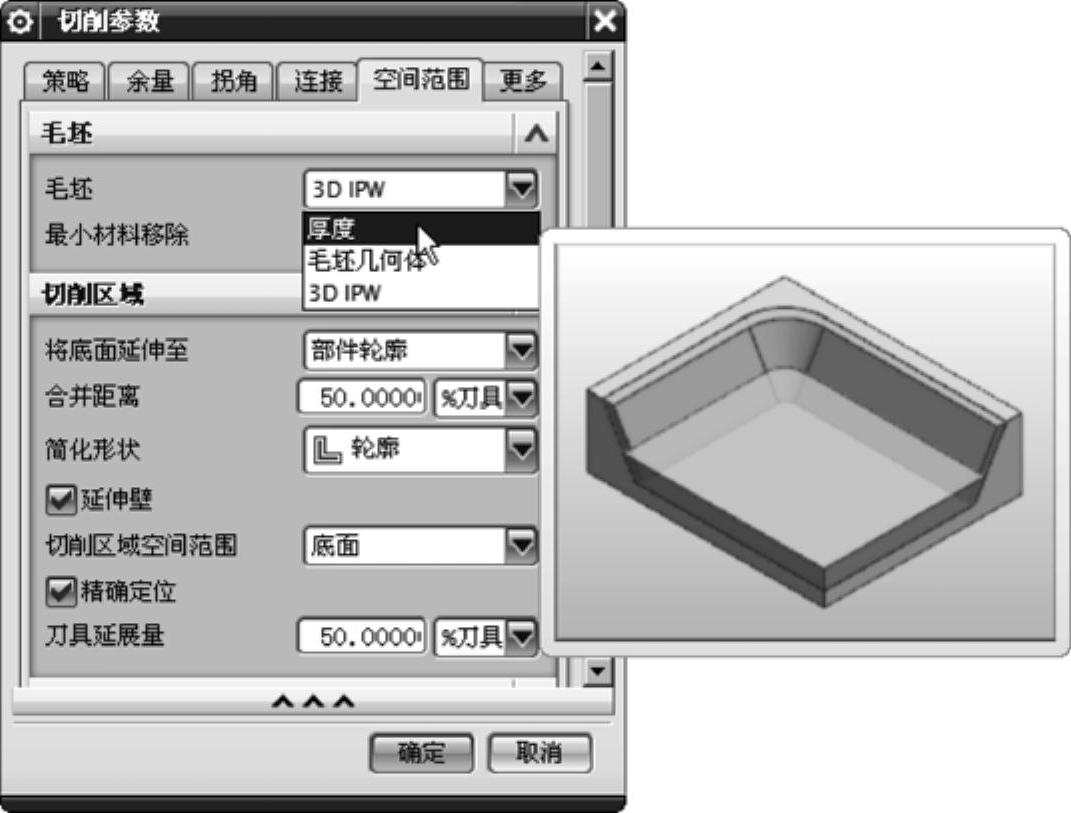
图2-49 【空间范围】选项卡【毛坯】选项
【空间范围】选项卡【切削区域】选项区的使用。
☑【将底面延伸至】参数的设置。适当的设置刀轨延伸的参数可避免加工时遗留加工盲区的缺陷。
☑刀具【精确定位】的复选项设置。勾选此复选项可使圆角刀的刀刃紧贴工件外表面切削。使工件表面更加光顺。其设置效果如图2-50所示。
(6)【更多】选项卡定义不同于前面类别的参数,如【安全距离】和【下限平面】。该选项卡的【壁清理】选项有3种设置。不同的刀轨设置会以不同的延伸方式清理工件残料。【更多】选项卡的选项设置如图2-51所示。

图2-50 【空间范围】选项卡“切削区域”选项区
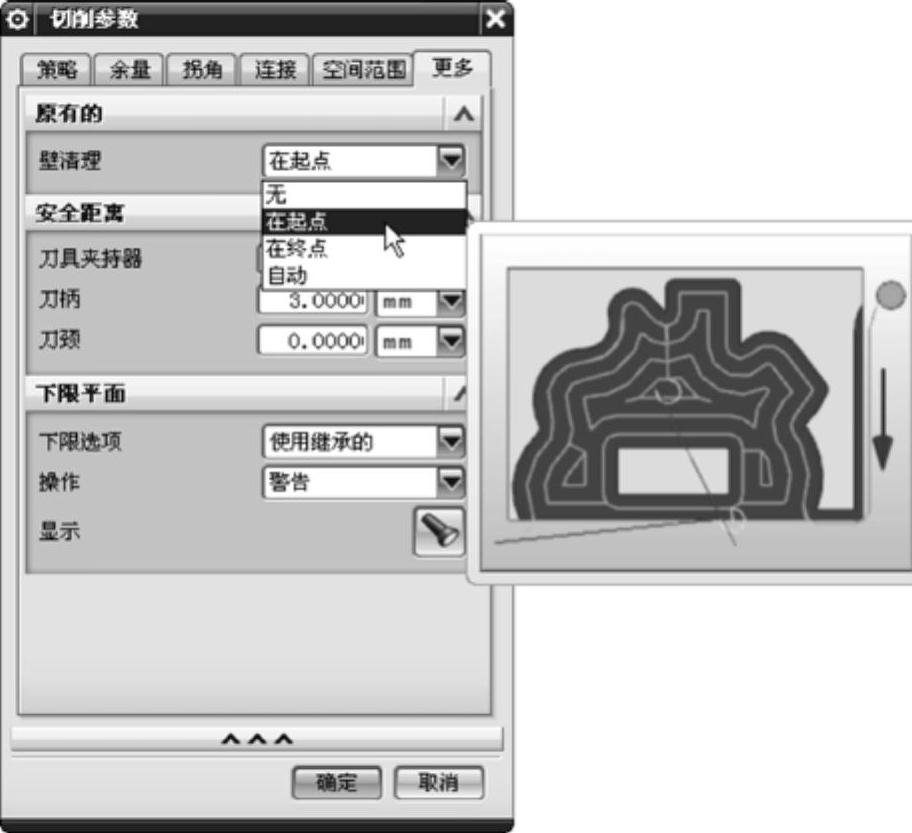
图2-51 【更多】选项卡
5.非切削移动
【非切削移动】选项用于指定在切削移动之前、之后以及之间对刀具进行定位的移动,包括刀具补偿。非切削移动控制如何将多个刀轨段连接为一个操作中相连的完整刀轨。非切削移动在切削运动之前、之后和之间定位刀具。
非切削移动可以简单到单个的进刀和退刀,或复杂到一系列定制的进刀、退刀和移刀(离开、移刀、逼近)运动,这些运动的设计目的是协调刀路之间的多个部件曲面的加工、检查曲面和提升操作,如图2-52所示。
技巧点拨
面铣削的非切削移动选项设置与平面铣削是完全相同的,面铣削也是平面铣削类型的一种。
在【刀轨设置】选项区中单击【非切削移动】按钮 ,系统弹出【非切削移动】对话框,如图2-53所示。
,系统弹出【非切削移动】对话框,如图2-53所示。
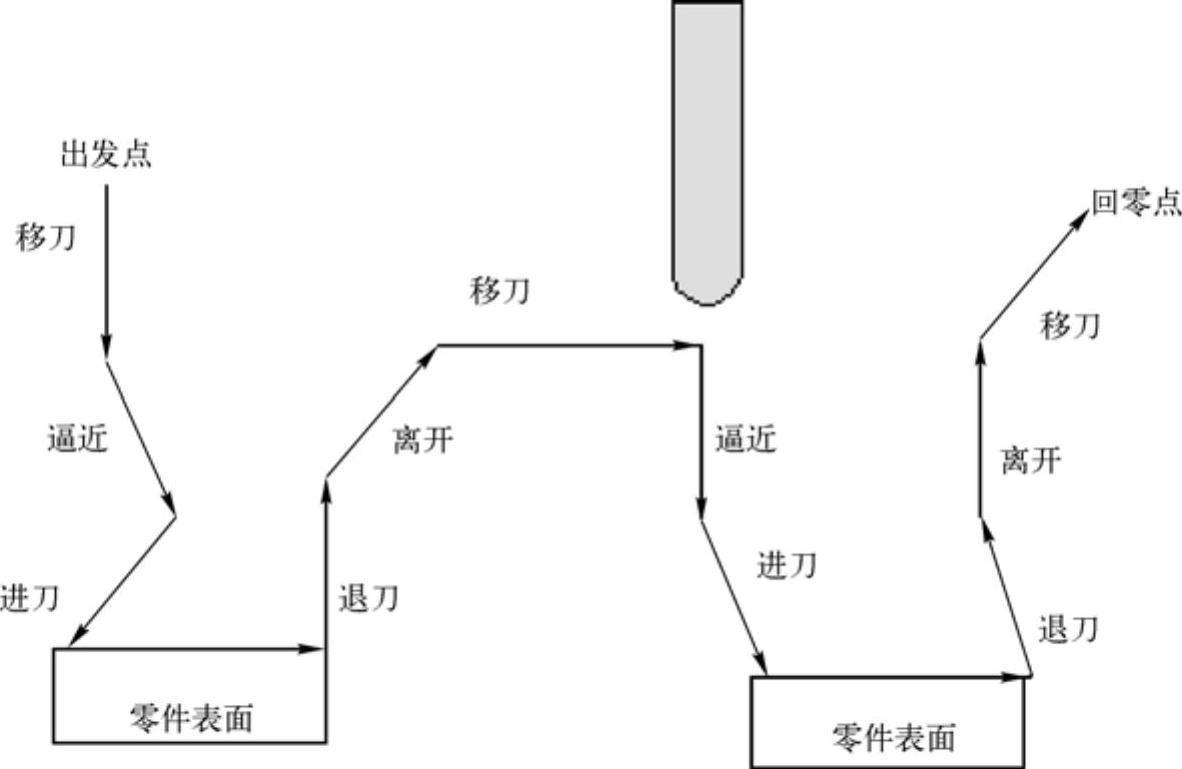
图2-52 非切削移动
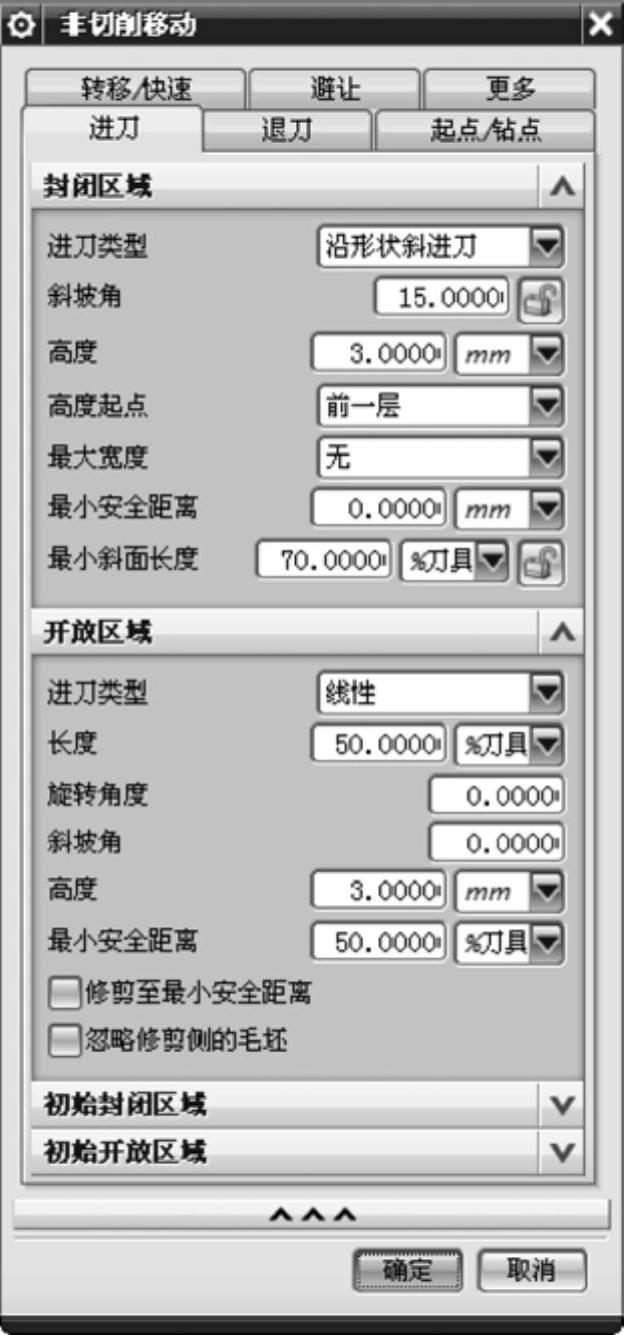
图2-53 【非切削移动】对话框
6.进给和速度
【刀轨设置】选项区中的【进给和速度】选项用于指定主轴速度和进给率。单击【进给和速度】按钮 ,系统弹出【进给率和速度】对话框,如图2-54所示。
,系统弹出【进给率和速度】对话框,如图2-54所示。
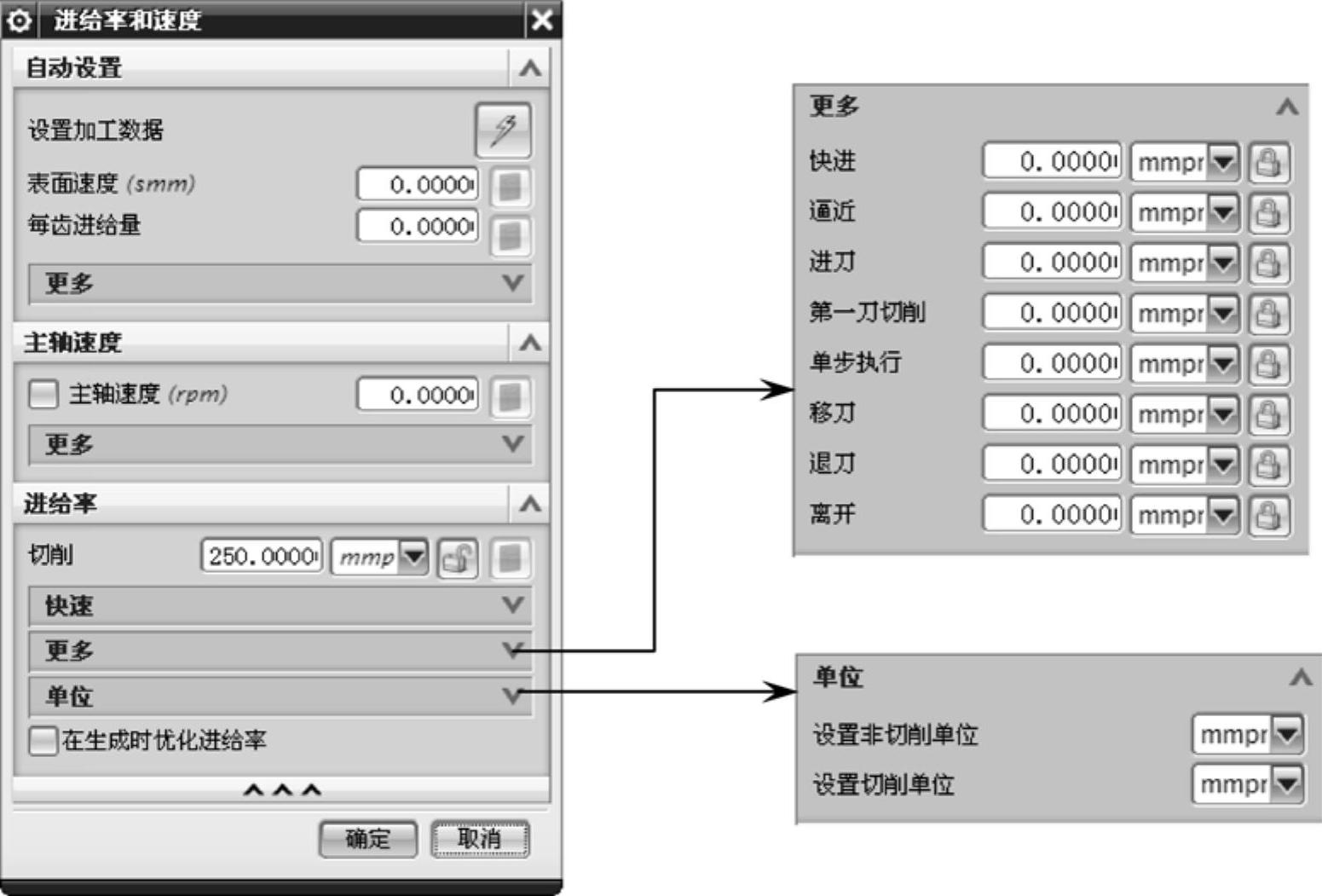
图2-54 【进给率和速度】对话框
该对话框包括3个功能选项区:【自动设置】、【主轴速度】和【进给率】。介绍如下:
(1)自动设置【自动设置】选项区控制表面速度和每齿进给量。选项区下的选项含义如下:
☑设置加工数据 :单击此按钮,可从加工数据库中调用与用户所选择的部件材料相匹配的加工数据。
:单击此按钮,可从加工数据库中调用与用户所选择的部件材料相匹配的加工数据。
☑表面速度:指定在表面各齿切削边缘测量的刀具切削速度。
☑每齿进给量:测量每齿移除的材料量(以英寸或毫米为单位)。
☑从表格中重置 :部件材料、刀具材料、切削方法和切削深度参数指定完毕后,单击此按钮,就会使用这些参数推荐从预定义表格中抽取适当的“表面速度”和“每齿进给量”值。之后,根据处理器的不同(车、铣等),这些值将用于计算“主轴速度”和一些切削进给率。
:部件材料、刀具材料、切削方法和切削深度参数指定完毕后,单击此按钮,就会使用这些参数推荐从预定义表格中抽取适当的“表面速度”和“每齿进给量”值。之后,根据处理器的不同(车、铣等),这些值将用于计算“主轴速度”和一些切削进给率。
(2)主轴速度【主轴速度】确定刀具转动的速度,单位是r/min(转/分钟)。在【主轴速度】选项区勾选【主轴速度】复选框,用户可自行定义主轴速度参数。
☑主轴输出模式:此选项定义了主轴速度的定义方式,如r/min,表示按每分钟转数定义主轴速度;sfm表示按每分钟曲面英尺定义主轴速度;smm表示按每分钟曲面米定义主轴速度。
☑方向:确定主轴旋转方向,包括顺时针和逆时针。
☑范围状态:勾选此复选框,激活范围文本框。文本框内允许输入主轴速度范围,主轴速度范围通常编程为数字值。
☑文本状态:指定CLS(刀具位置来源文件类型)输出过程中添加到【LOAD】或
【TURRET】命令中的文本。
(3)进给率【进给率】选项区用以设置切削参数和单位。用户设置了主轴速度后,程序会自动定义一个默认的进给率。该选项区中选项含义如下:
☑快进:只适用于刀轨和CLSF(刀具位置来源档案)中的下一个转至点。后续的运动使用上一个指定的进给率。
☑逼近:是刀具运动从“起点”到“进刀”位置的进给率。
☑进刀:是从“进刀”位置到初始切削位置的刀具运动进给率。
☑第一刀切削:是为初始切削刀路指定的进给率。
☑单步执行:是刀具移向下一平行刀轨时的进给率。
☑移刀:是当【进刀/退刀】菜单中的【传递方法】选项的状态为【上一层】(而不是
【安全平面】)时,用于快速水平非切削运动的进给率。
☑退刀:是为从“退刀”位置到最终刀轨切削位置的刀具运动指定的进给率。
☑离开:是刀具移至“返回点”的进给率。
☑设置非切削单位:允许将所有的非切削进给率单位设置为【英寸/分钟】、【英寸/转】或【无】。
☑设置切削单位:允许将所有的切削进给率单位设置为【英寸/分钟】、【英寸/转】或【无】。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






