本操作采用了D10 R5的球刀对零件的型腔进行精加工。选用D10 R5的球刀可满足大部分区域的精加工要求,但零件上还有D10 R5的球刀加工不到的尖角部位,这须在清角工序去完成。
本零件选用固定轴轮廓铣加工方式进行精加工。精加工刀路轨迹如图1-22所示。
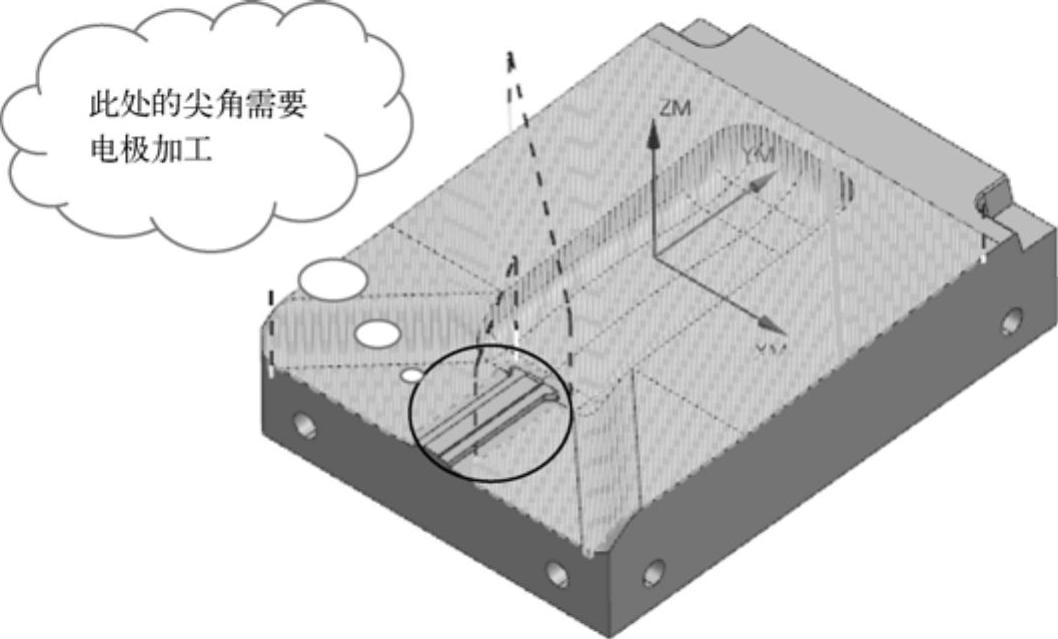
图1-22 精加工刀路轨迹
操作步骤
1)在加工环境的【插入】工具条上单击【创建刀具】按钮 ,完成刀具D10 R5的创建。
,完成刀具D10 R5的创建。
2)在【插入】工具条上单击【创建工序】按钮 ,程序弹出【创建工序】对话框。创建区域铣削式的固定轴轮廓铣,只需指定切削区域和修剪边界即可。具体操作如 图1-23所示。
,程序弹出【创建工序】对话框。创建区域铣削式的固定轴轮廓铣,只需指定切削区域和修剪边界即可。具体操作如 图1-23所示。
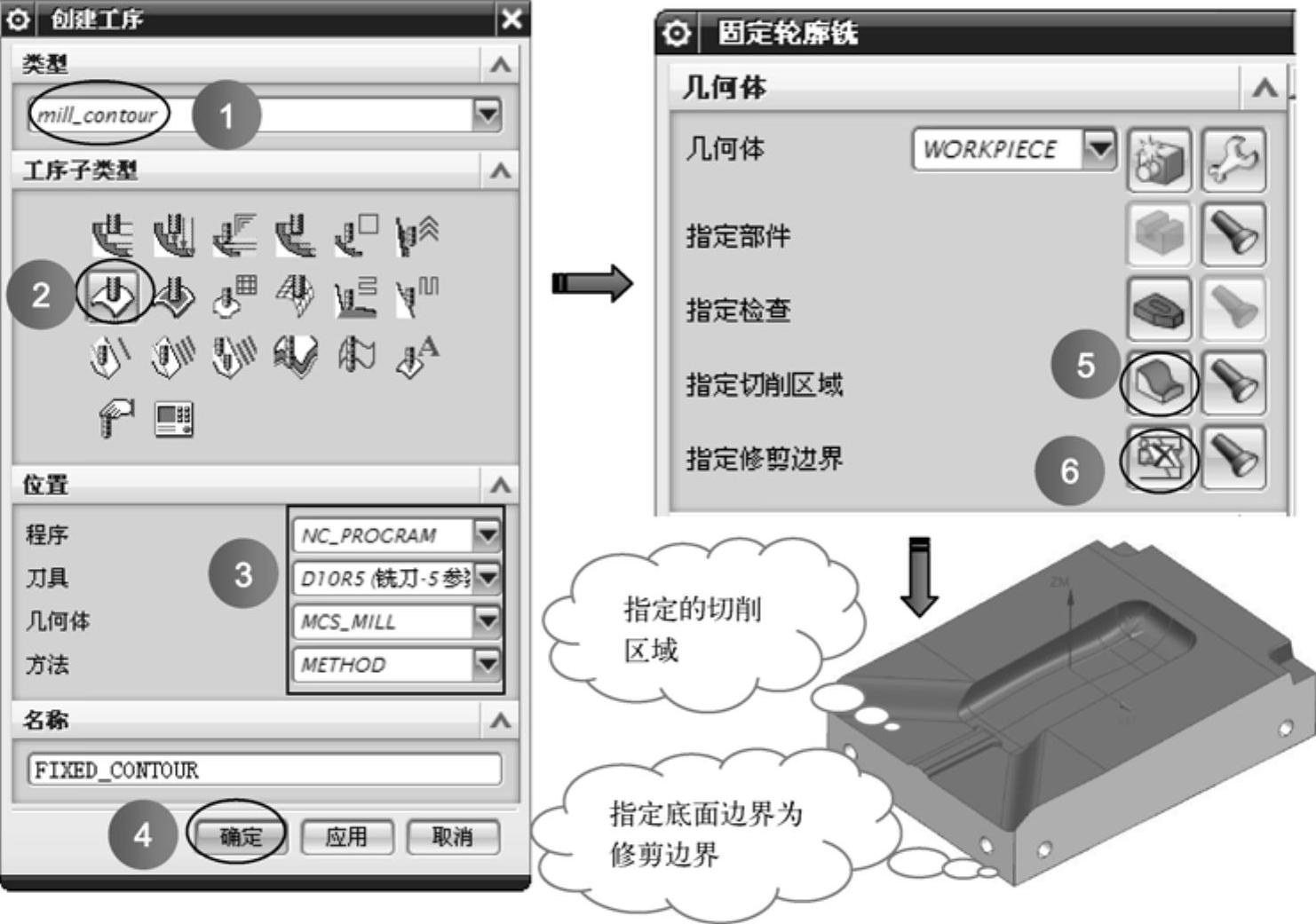
图1-23 创建固定轴轮廓铣操作
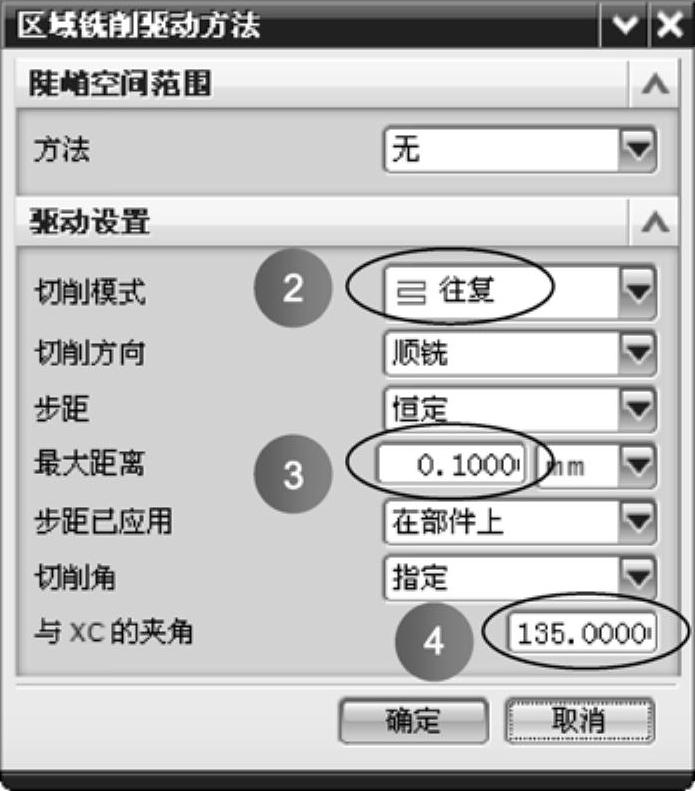
3)设置区域铣削方式的固定轴轮廓铣驱动方法:在【固定轴轮廓铣】对话框中,单击【驱动方法】选项区中的【方法】为【区域铣削式】,如图1-24所示。然后单击【区域铣削】设置按钮 ,进入【区域铣削驱动方法】设置对话框设置相关参数,具体操作如图1-25所示。最后单击【确定】按钮完成。
,进入【区域铣削驱动方法】设置对话框设置相关参数,具体操作如图1-25所示。最后单击【确定】按钮完成。

图1-24 选择【区域铣削】驱动方式
 (www.daowen.com)
(www.daowen.com)
图1-25 【区域铣削驱动方法】参数设置对话框
4)设置进给参数:在【固定轴轮廓铣】对话框中,单击【进给率和速度】按钮 ,进入【进给率和速度】参数设置对话框,完成切削速率、进给率和主轴速度等参数的设置。具体操作设置如图1-26所示。
,进入【进给率和速度】参数设置对话框,完成切削速率、进给率和主轴速度等参数的设置。具体操作设置如图1-26所示。
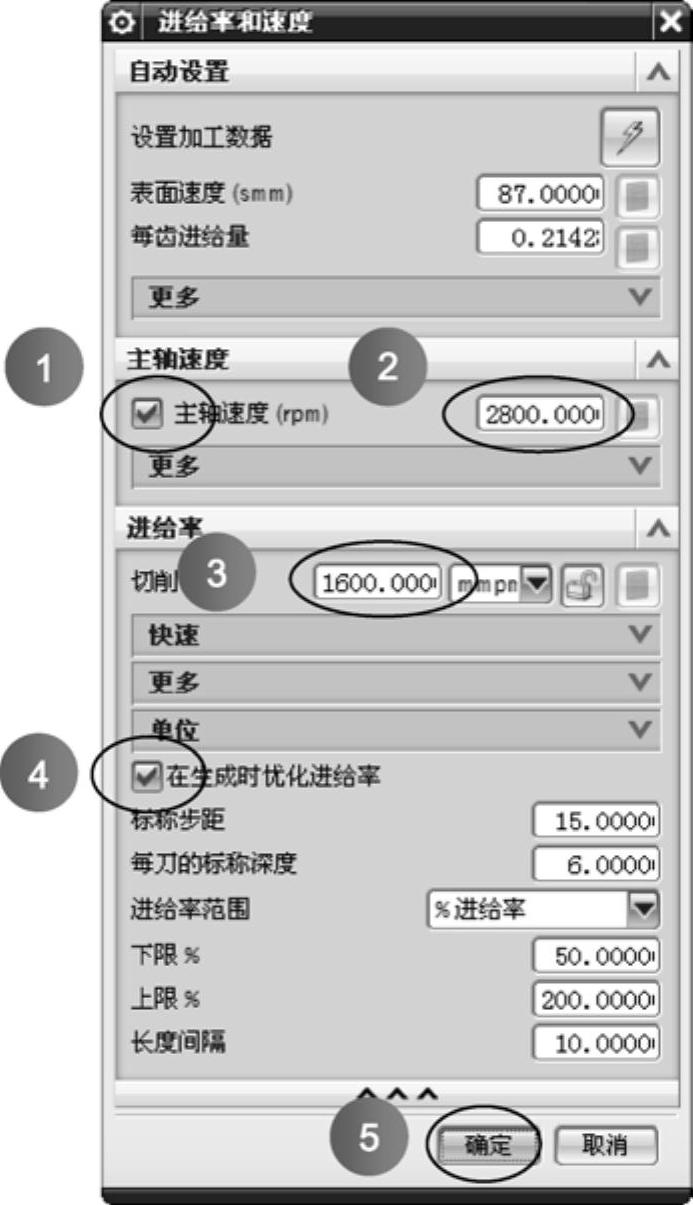
图1-26 【进给率和速度】设置对话框
5)生成刀路轨迹:在【固定轴轮廓铣】对话框中,单击【生成】按钮 生成刀路轨迹,如图1-27所示。
生成刀路轨迹,如图1-27所示。
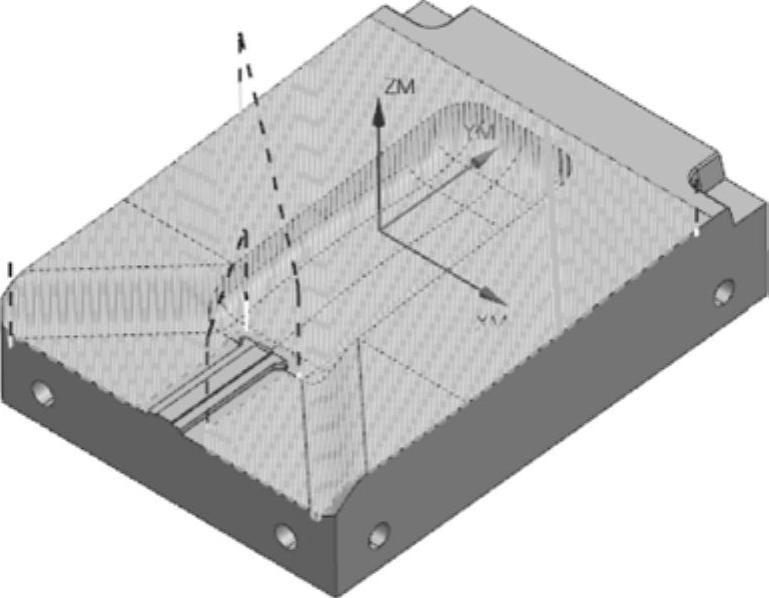
图1-27 生成刀路轨迹
6)检验刀轨并进行切削仿真:在【刀轨可视化】对话框中勾选【IPW】为【保存】,以便后面的清角加工调用,如图1-28所示。接着单击【播放】按钮 ,观察切削动态模拟,效果如图1-29所示。
,观察切削动态模拟,效果如图1-29所示。
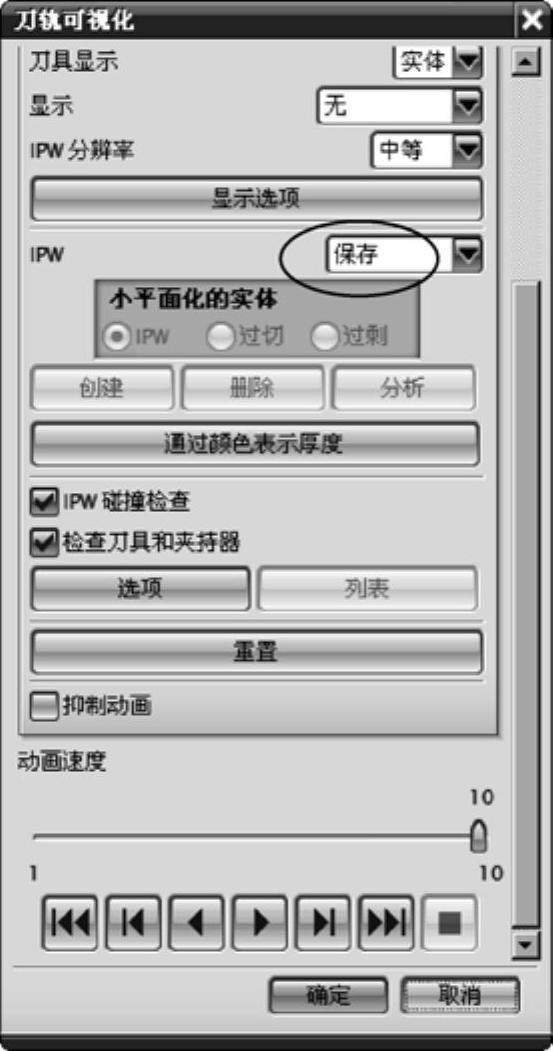
图1-28 【刀轨可视化】对话框
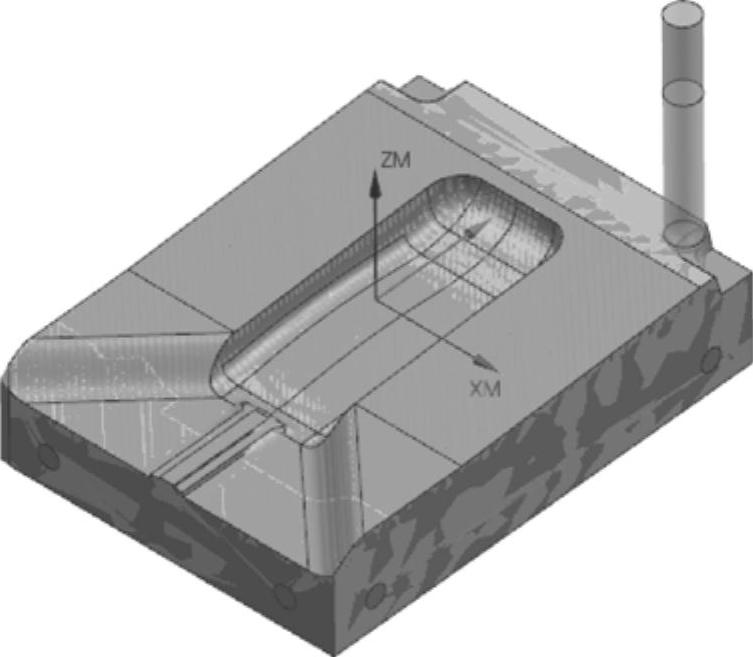
图1-29 动态切削仿真
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






