【摘要】:本例是一套电话机听筒后盖模具的前模芯。然后对其进行精加工,由于模芯的型腔是曲面构成的,为了使加工的曲面表面更加光顺,所以要选取球刀D10 R5为精加工刀具。最后是清角的刀具,由于模芯存在几处尖角部位,所以要选取平刀D6为清角刀具。图1-10 前模芯零件图案例工艺分析图1-10所示为前模芯图,其型腔深度为13.8.mm,最小圆角为R0.2,型腔内轮廓由曲面构成,零件的材料为P20。表1-3 加工刀具切削参数表
选择数控切削刀具通常要考虑数控机床的加工能力、工序内容及工件材料等因素。与普通机床相比,数控机床对刀具的要求更高,不仅要求精度高、刚度好、耐用度高、耐热性好,而且要求尺寸稳定、安装调整方便。
数控刀具材料有高速钢、钨钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等,其中应用最多的是硬质合金和涂层硬质合金刀片。选择刀片材质主要依据被加工工件的材料、被加工表面的精度、表面质量要求、切削载荷的大小及切削过程有无冲击和振动等。
实训——根据加工对象选择刀具

通过对本例刀具的选择进行分析,使读者对如何选择合适的加工刀具有个初步的认识。
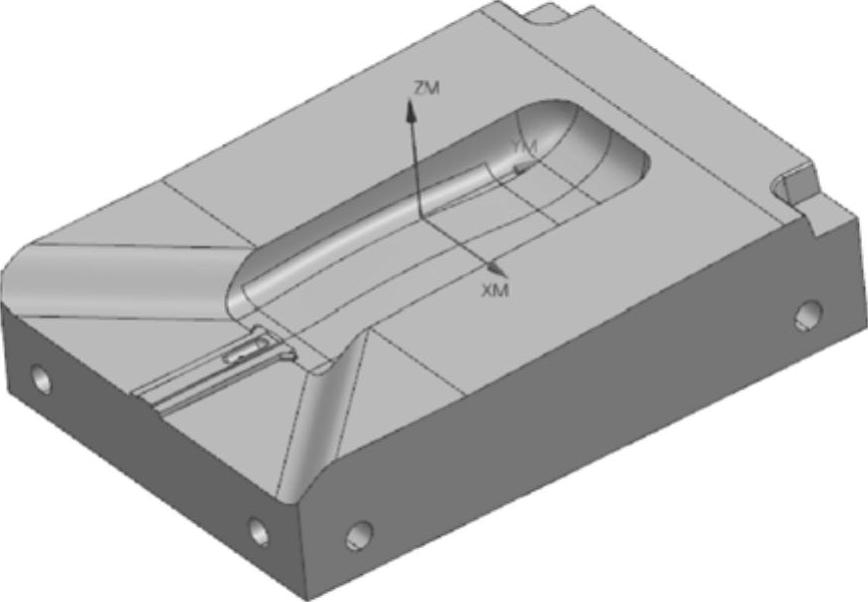
本例是一套电话机听筒后盖模具的前模芯。首先对其进行粗加工,粗加工时要去除大量的材料,加工时刀具承受的力会很大,所以要选取直径比较大的牛鼻刀D25 R0.8,这样加工时就不容易发生振刀、断刀、崩刃现象。然后对其进行精加工,由于模芯的型腔是曲面构成的,为了使加工的曲面表面更加光顺,所以要选取球刀D10 R5为精加工刀具。最后是清角的刀具,由于模芯存在几处尖角部位,所以要选取平刀D6为清角刀具。前模芯零件图如图1-10所示。
 (www.daowen.com)
(www.daowen.com)
图1-10 前模芯零件图
案例工艺分析
图1-10所示为前模芯图,其型腔深度为13.8.mm,最小圆角为R0.2,型腔内轮廓由曲面构成,零件的材料为P20。本零件加工时首先运用型腔铣对零件外表面进行粗加工;接着运用剩余铣进行半精加工;然后运用固定轴轮廓铣进行精加工;最后选用深度加工轮廓铣加工方式,采用D6的刀具进行清角加工。
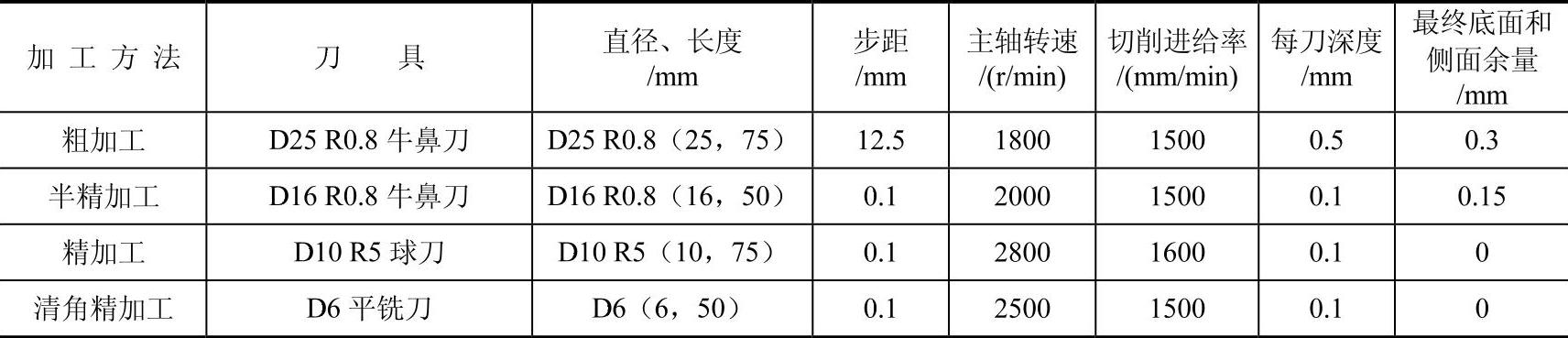
加工刀具所采用的切削参数见表1-3。
表1-3 加工刀具切削参数表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关UG NX 8.5数控加工入门与提高的文章




