1.预处理
应去除焊缝和热影响区上的氧化皮、焊渣和潮气,焊接飞溅,污物和油脂、机加工刀痕,厚实或松散的油漆和任何能影响检测灵敏度的外来杂物。清洗、吹砂或喷丸,能取得较好的效果。为了获得最大的灵敏度,在允许的情况下,将焊道机加工成与基本金属表面一样平,或者磨光焊道。至少应打磨咬边和表面不规则的地方,去除或减小焊缝的余高。但通常是使表面状况与验收等级相适应就算达到要求,在相关的标准中,磁粉检测的1级、2级和3级验收等级的表面状况分别为良好表面、光滑表面和一般表面三类。在需要检测焊接坡口时,也需要将坡口清理干净。
2.检测方法
对中小型焊接件一般在固定式磁粉探伤机上采用交流或脉动直流电流、湿法连续法进行检测。对于大型焊接件,例如大型无包覆层承压容器的制造检测和在役检测,可在现场用便携式或移动式设备进行检测,主要是对焊缝进行检测,因为组合前钢板已经经过超声波检测。
3.推荐适合的检测介质
对于所有焊接件,小缺陷的检出很大程度上取决于焊缝的表面状况和所用的检测介质。对于良好表面和光滑表面宜采用荧光磁粉,对于一般表面宜采用非荧光磁粉加反差增强剂。荧光磁粉用于对中小型焊件的检测是容易实现的,对大型焊接件就像大型锻钢件、铸件一样,需要将工件的局部或全部尺寸在白光基本被消除的暗区接受检验。
大型焊接结构不同于机械零件,其尺寸、重量都很大,无法用固定式设备,只能用便携式设备分段探伤。小型焊接件,例如飞机零件,可在固定式设备上检验。用于焊缝探伤的磁化方法有多种,各有特点。要根据焊接件的结构形状、尺寸、检验的内容和范围等具体情况加以选择。大型焊缝常用磁化方法如下:
(1)磁轭法 磁轭法是在承压设备焊缝探伤中常用的方法之一。其优点是设备简单、操作方便。但是磁轭只能单方向磁化工件,因此为了检出各个方向的缺陷,必须在同一部位至少作两次互相垂直的探伤。探焊缝纵向缺陷时,将磁轭垂直跨过焊缝放置。探焊缝横向缺陷时,将磁轭平行焊缝放置。磁极连线间距L≥75mm,两次磁化间的两磁轭间距b≤L/2,提升力要符合要求。检测平板对接焊缝如图8-6和图8-7所示;检测T型焊缝如图8-8所示;检测管板焊缝如图8-9所示;检测角焊缝如图8-10所示。
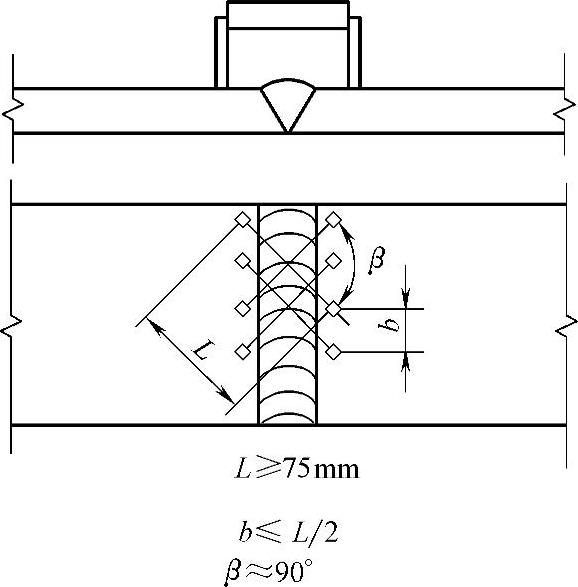
图8-6 检测平板对接焊缝(一)
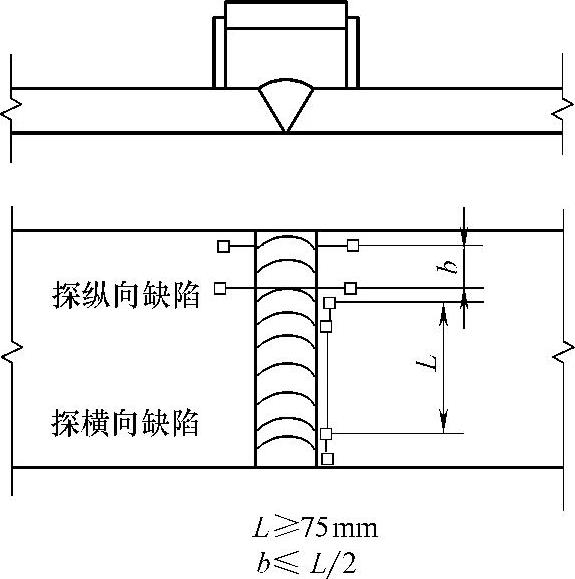
图8-7 检测平板对接焊缝(二)
(2)触头法 触头法也是单方向磁化的方法,也是在承压设备焊缝探伤中常用的方法之一。其主要优点是电极间距可以调节,可根据探伤部位情况及灵敏度要求确定电极间距和电流大小。探伤时为避免漏检,同一部位也要进行两次互相垂直的探伤。探焊缝纵向缺陷时,将触头平行于焊缝放置。探焊缝横向缺陷时,将触头垂直跨过焊缝放置。触头连线间距L≥75mm,两次磁化间的两触头间距b≤L/2。磁化电流有效值I≥5L。触头法检测平板对接焊缝如图8-11和图8-12所示;检测T型焊缝如图8-13所示;检测管板焊缝如图8-14所示;检测角焊缝如图8-15所示。
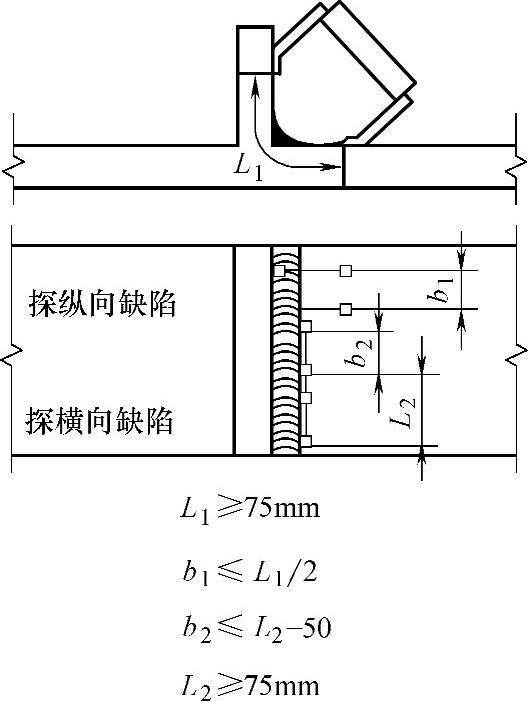
图8-8 检测T型焊缝
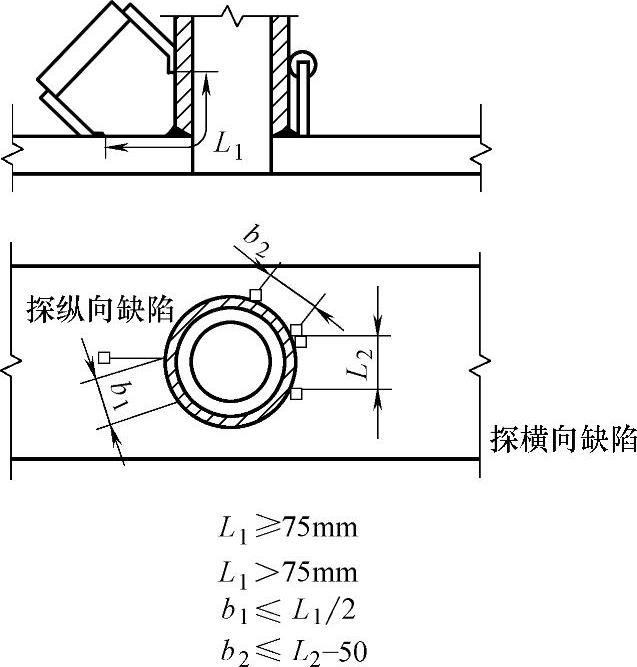
图8-9 检测管板焊缝
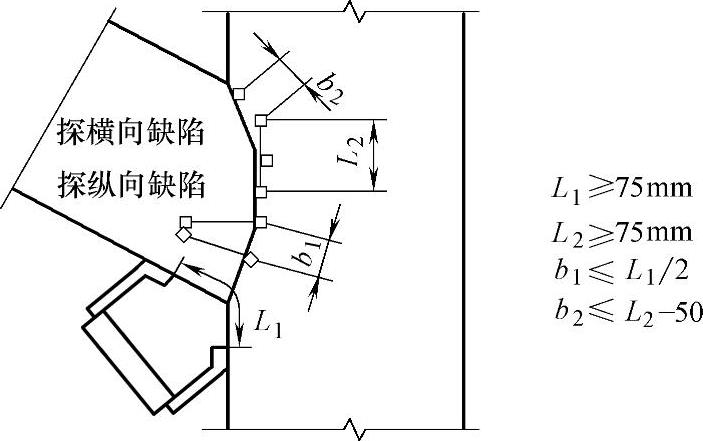
图8-10 检测角焊缝
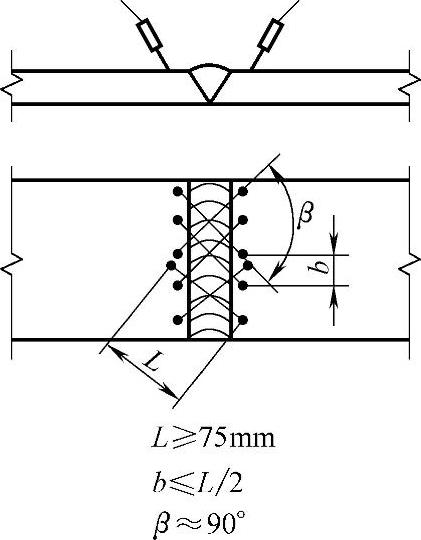
图8-11 检测平板对接焊缝(一)
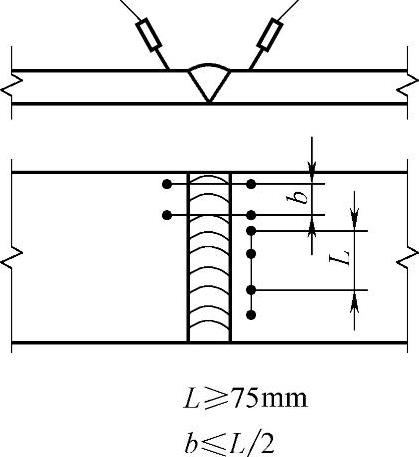
图8-12 检测平板对接焊缝(二)
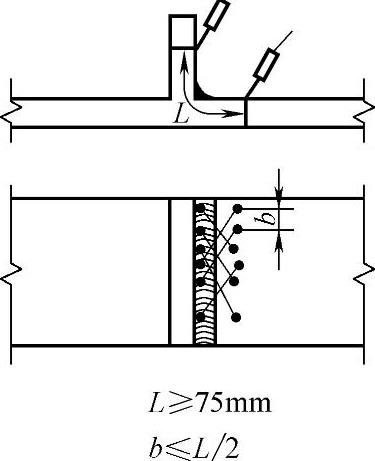
图8-13 检测T型焊缝(https://www.daowen.com)
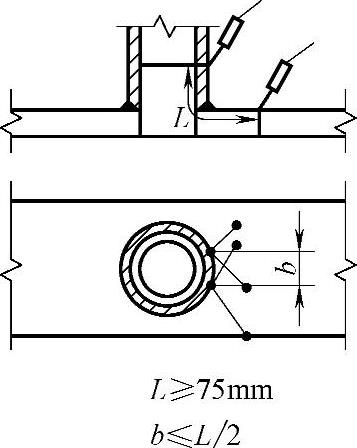
图8-14 检测管板焊缝
(3)绕电缆法 绕电缆法用于探焊缝纵向缺陷,a为焊缝与电缆之间的间距,20mm≤a≤50mm。检测对接焊缝如图8-16所示;检测管板焊缝如图8-17所示;检测角焊缝如图8-18所示。
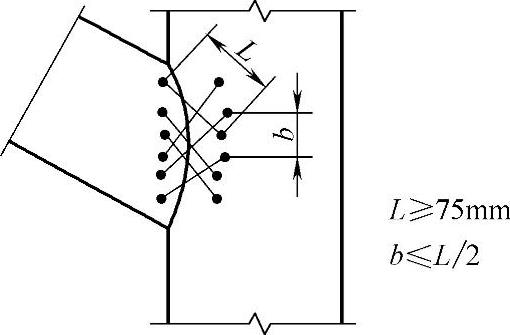
图8-15 检测角焊缝
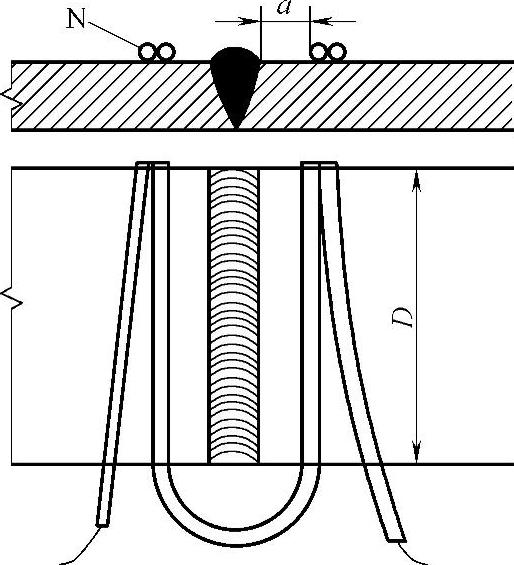
图8-16 检测对接焊缝
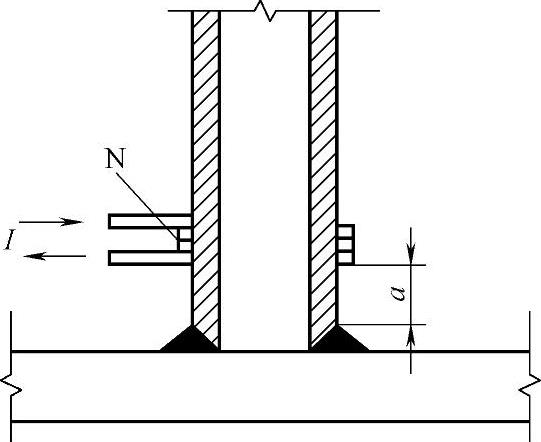
图8-17 检测管板焊缝
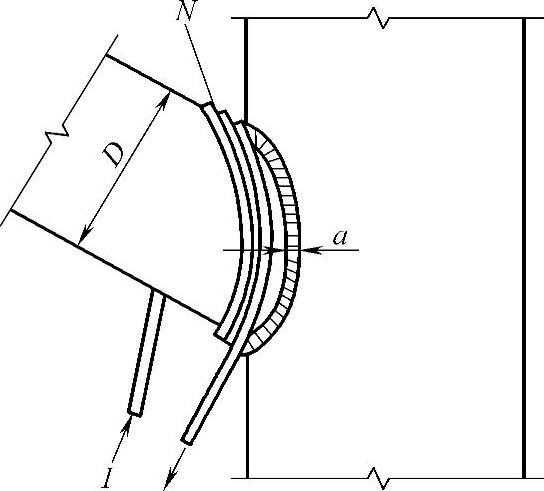
图8-18 检测角焊缝
(4)交叉磁轭法 用交叉磁轭旋转磁场磁化的方法检验焊缝表面裂纹可以得到满意的效果。其主要优点是灵敏可靠,并且探伤效率高。目前在焊缝探伤中尤其在锅炉压力容器探伤中应用最为广泛。
使用交叉磁轭法检验焊缝时应当注意以下几个问题:
1)磁极端面与工件表面的间隙不宜过大。磁极端面与工件表面之间保持一定间隙是为了交叉磁轭能在被探工件上移动行走。如果间隙过大,将会在间隙处产生较大的漏磁场。这个漏磁场一方面会消耗磁势使线圈发热,另一方面将扩大磁极端面附近产生的探伤盲区,从而缩小探伤区。因此,在选购交叉磁轭时应当注意这个问题。一般来说,此间隙在保证能行走的情况下越小越好,如0.5mm,提升力≥118N。
2)交叉磁轭的行走速度要适宜。与其他方法不同,使用交叉磁轭时通常是连续行走探伤。而且从探伤效果来说,连续行走探伤与固定不动探伤相比不仅效率高,而且可靠性高。只要操作无误,不会造成漏检。
交叉磁轭相对于工件作相对移动,也就是磁化场随着交叉磁轭在工件表面移动。对于在工件表面有效磁化场内的任意一点来说,始终在一个变化着的旋转磁场作用下,因此在被探面上任意方向的裂纹都有与有效磁场最大幅值正交的机会,从而得到最大限度的缺陷漏磁场。这就是使用交叉磁轭旋转磁场探伤的独特之处,是其他磁化方法所不及的。
与此相反,如果使交叉磁轭固定位置,分段对焊缝进行探伤,就会使被探工件表面各点处于不同幅值和椭圆度的旋转磁场作用下,结果将造成各点探伤灵敏度的不一致,使某些方向裂纹的探伤灵敏度降低。对此必须引起重视。
交叉磁轭行走速度最快不超过4m/min,灵敏度和行走速度应根据试片上磁痕显示来确定。
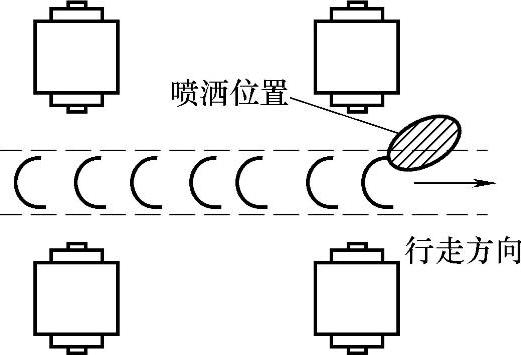
图8-19 检查球罐环缝时磁悬液的喷洒位置
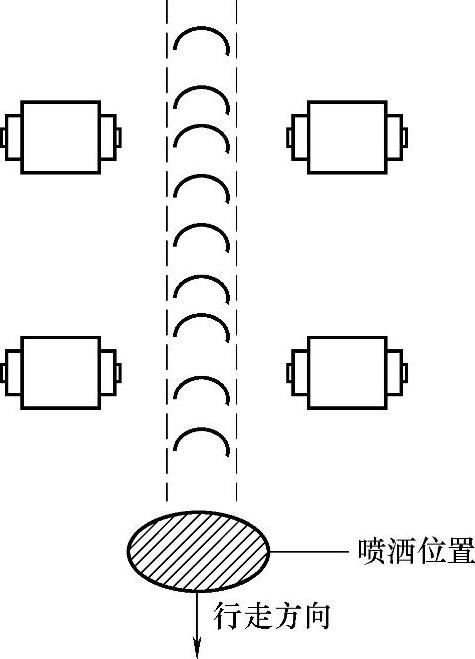
图8-20 检查球罐纵缝时磁悬液的喷洒位置
3)磁悬液的喷洒原则。为了避免磁悬液的流动而冲刷掉缺陷上已经形成的磁痕,并使磁粉有足够时间聚集到缺陷处,喷洒磁悬液的原则是:在检查球罐环缝时,磁悬液应喷洒在行走方向的前上方,如图8-19所示;在检查球罐的纵缝时,磁悬液应喷洒在行走方向的正前方,如图8-20所示。
4)观察磁痕在磁轭通过后尽快进行。用交叉磁轭探伤时通常是在交叉磁轭通过探伤部位之后,尽快观察辨认有无缺陷磁痕,以免磁痕显示被破坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






