【摘要】:直接通电法、穿棒法、通磁法以及线圈法都是可以用的,十字空心铸件的检查如图8-5所示。最好采用直流或半波整流的便携式或移动式磁粉探伤机,用触头法或磁轭法,干法连续法或湿法连续法,对铸件局部或分区进行检测。4)铸钢件由于铸造应力的影响,有些裂纹(冷裂纹)会延迟开裂,所以不应在铸造后立即检测,而应在1~2天后再检测。
1.预处理
被检表面应清洁,无油、脂、砂、锈及任何会影响对磁粉痕迹进行正确评定的其他状况。被检表面须经喷砂或喷丸(圆形或角形丸)、磨削或切削,应与所要求的质量等级相匹配。
当使用非荧光检测介质时,检测介质的颜色应与被检表面的底色有足够的反差。也可以通过采用彩色检测介质或在被检表面涂一层反差增强剂来达到这一要求。
2.检测方法
1)对于中小型铸件(特别是熔模精密铸件),其体积小、重量轻,加工量也少,可以在固定式磁粉探伤机上至少在两个大致垂直的方向磁化。最好采用直流或脉动直流电流,用湿法连续法检验。直接通电法、穿棒法、通磁法以及线圈法都是可以用的,十字空心铸件的检查如图8-5所示。
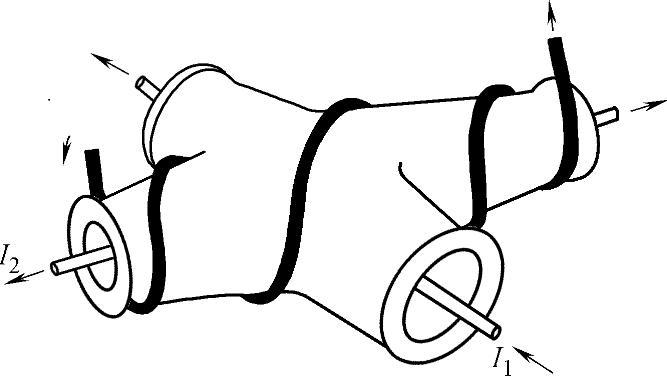
图8-5 十字空心铸件的检查(www.daowen.com)
2)对于体积较大、较重的铸件,至少在两个大致垂直的方向对局部或分区进行磁化。最好采用直流或半波整流的便携式或移动式磁粉探伤机,用触头法或磁轭法,干法连续法或湿法连续法,对铸件局部或分区进行检测。检测一般应在两个互相垂直的方向上进行。
3)为了防止烧坏与电极接触的铸件,建议采取下列措施:当触头与铸件表面未完全接触时不接通电流,当电流已经断开时才取走触头。并且采用足够清洁和适宜的触头。对于经过机械加工的光洁表面,宜采用磁轭法。
4)铸钢件由于铸造应力的影响,有些裂纹(冷裂纹)会延迟开裂,所以不应在铸造后立即检测,而应在1~2天后再检测。
5)铸件缺陷如果超过验收标准被拒收,而又允许挖(铲)和补焊时,补焊区域也要注意控制延迟裂纹的产生。
6)检测时应凭肉眼,只有在001和01质量等级检测时可使用不超过3倍的放大镜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





