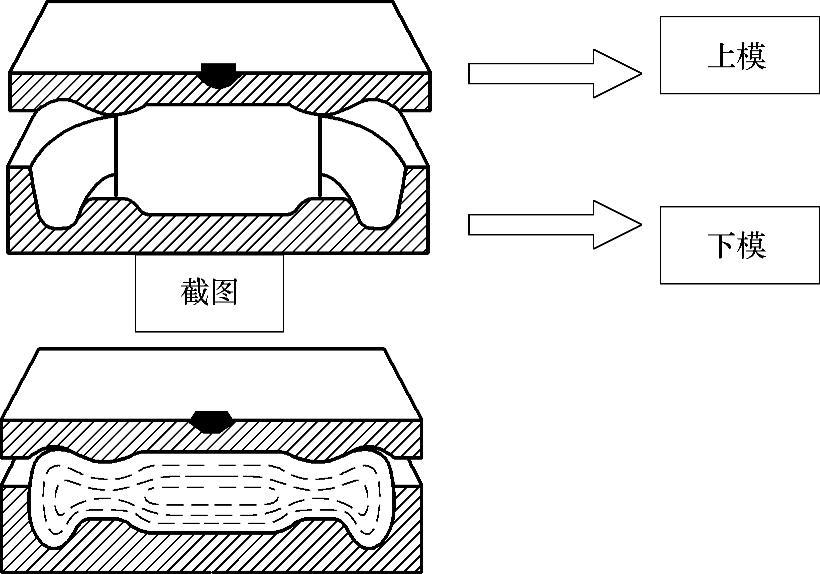
图8-1 齿轮毛坯的锻造
1.预处理
要检查的表面应干净且无氧化皮、油、油脂、加工痕迹、厚漆层和其他会对检测灵敏度或显示的解释有不利影响的任何异物。表面的清洗和准备不得危害材料表面粗糙度和检测介质。
对于一般应用的锻钢件,只要经喷砂、喷丸或打磨的锻造表面,或有少量的热处理氧化皮而未作专门处理的表面,缺陷可得到合适的显示。但松动的氧化皮必须清除。
有质量等级要求的锻钢件,预处理的表面粗糙度应与检验所要求的质量等级相适应。
2.磁化电流类型与检测介质
除非另有规定,应采用直流电或脉动直流电,不允许采用交流电,因其对近表面缺陷的检测能力非常有限。
允许使用干粉法和湿粉法,选择时一般以所使用的设备和受检锻件的尺寸为依据,干粉法在较大程度上用于大锻件,湿粉法用于中小型锻件。湿粉荧光法和非荧光法的选择也是如此。如果使用荧光法,对于中小型锻钢件在室内固定式磁粉探伤机上容易实现,对大型锻钢件则必须在白光基本被消除的暗区接受检验。
3.检测方法
锻钢件的检测应考虑以下几个问题:(www.daowen.com)
1)由于锻钢件变形大,形状复杂,容易产生各个方向和各种性质的缺陷。因此至少应在两个方向进行磁化。
2)应着重检测分模面,在这些位置常见锻折叠、分层,有时经打磨后目视仍有黑色条状痕迹,这是在“焊合”前表面有的已经氧化或者还未氧化的缘故。
3)对于形状简单的锻钢件,如果批量较大,经济上又划算,还可以实现半自动化或自动化检测。
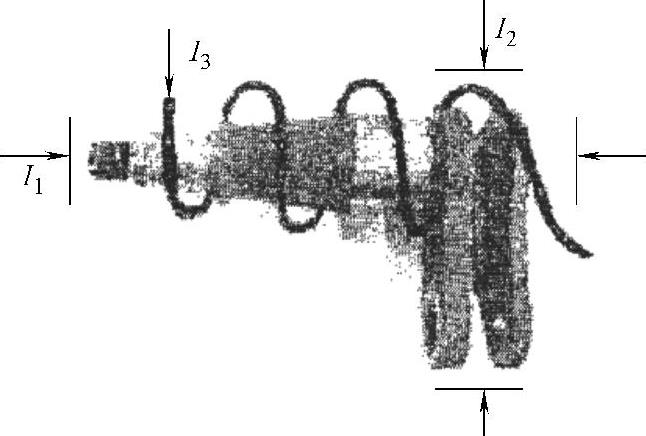
图8-2 中小型锻钢件的检测
4)对于中小型锻钢件,可在固定式磁粉探伤机上进行通电法磁化、穿棒法磁化、线圈法磁化、磁轭法磁化等(见图8-2)。
5)对于大型锻钢件,宜在现场采用触头法或磁轭法进行局部或分区检查,如图8-3所示。
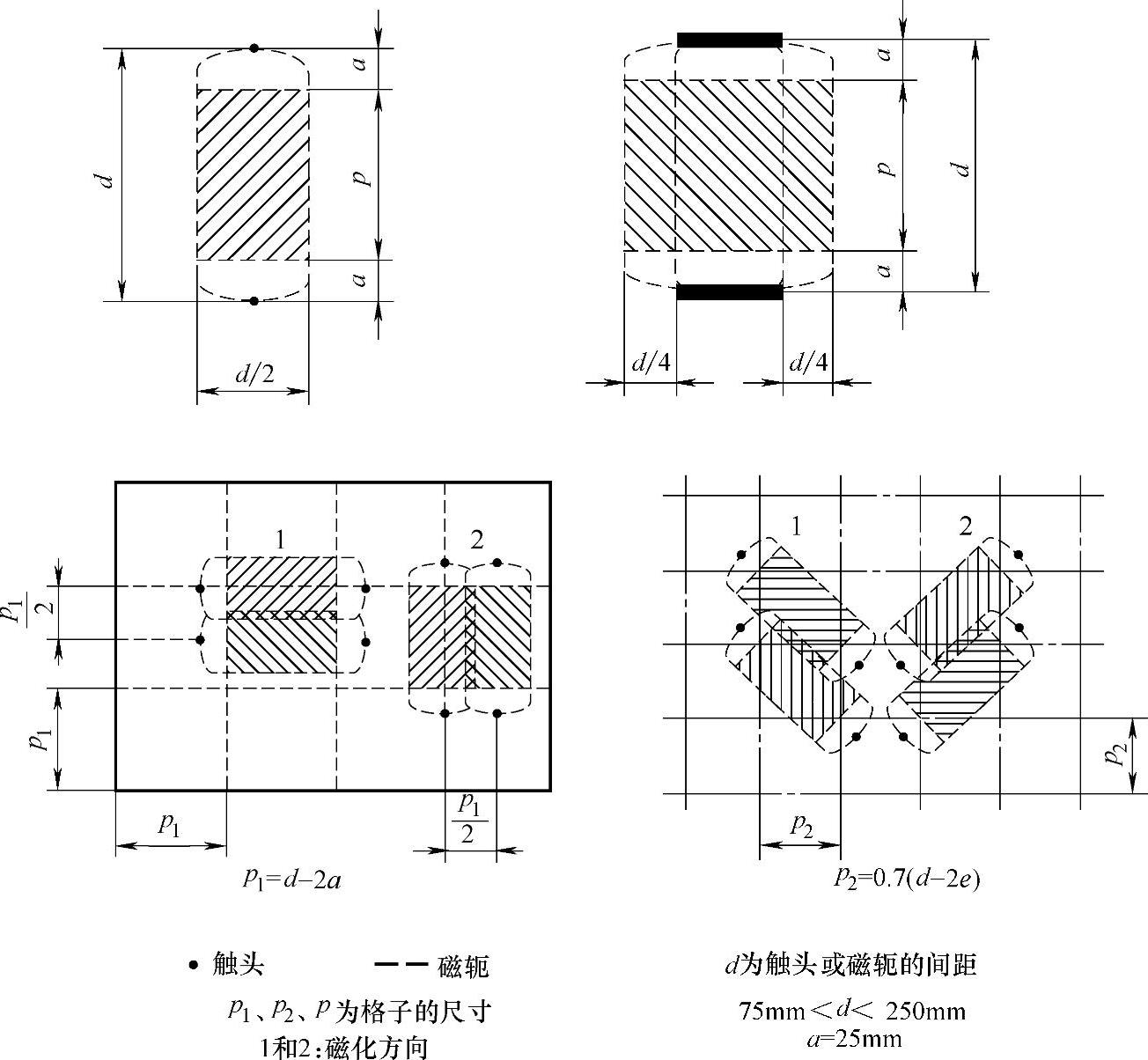
图8-3 大型锻钢件的分区检查
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





