关于锻钢件的验收标准这里只介绍《锻钢件无损检测标准》第1部分磁粉检测EN10228-1:1999
1.与质量分级有关的表面条件
对于各个质量等级,要检查的表面粗糙度必须符合表6-2的要求。
表6-2 各质量等级的表面粗糙度要求

①表示轮廓的算术平均偏差;
②表明对于规定表面粗糙度能得到的质量等级;
③不能应用于检查加工公差大于每面3mm的表面质量等级;
④不能应用于检查加工公差大于每面1mm的表面质量等级。
对于一般应用,质量等级1级和2级应该可以适用。对于模锻,质量等级3级应是最低要求,质量等级4级是最严格的。表面可通过喷砂清理、喷丸或打磨清理。
在检查前,有关质量等级应在委托方与被委托方之间达成一致。
2.质量等级的记录标准和验收标准(www.daowen.com)
如果委托方与被委托方一致同意,可使用表6-3规定的记录标准或验收标准(也可有所不同)。
表6-3 质量等级的记录标准和验收标准
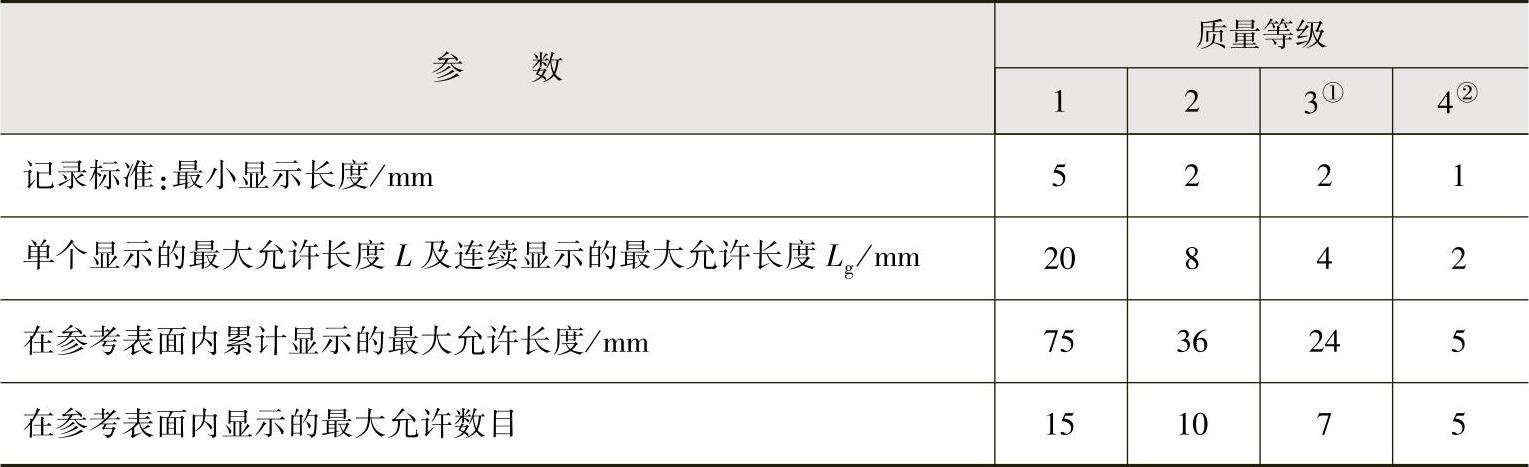
1.单个显示:周边没有任何其他显示或有其他显示,但其间距大于两个显示中较长者长度的5倍时,该显示被看成单个显示。
2.连续显示:两个(或多个)排列在一起的显示,为了评估应将其视为一个连续长度,当它们的间距小于5倍较长显示的长度时,连续显示的长度为显示长度加间距。
3.累计长度是参考表面范围(148mm×105mm或等于A6尺寸)内所有显示的总长度。在锻件中的连续显示通常是线性的。此欧洲标准仅考虑线性显示,即长度至少是宽度的三倍。
①不能应用于检查加工公差大于每面3mm的表面质量等级;
②不能应用于检查加工公差大于每面1mm的表面质量等级。
3.缺陷的消除
不符合验收标准的显示应视为缺陷。消除缺陷后应进一步进行磁粉检测,只要锻件的尺寸仍然在指定的公差内,缺陷应通过磨削和加工消除。磨削消除缺陷应在垂直于此缺陷的方向进行,以这种方式保证最终凹穴与残留表面的过渡。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






