天车吊钩是在重力拉伸负荷应力下进行工作,容易产生疲劳裂纹,为防止吊钩断裂造成重大事故,所以使用后应定期进行磁粉探伤。检查前应清除掉工件表面的油污和铁锈,检查横向疲劳裂纹最好采用绕电缆法,也可用交流磁轭法检验横向缺陷。检验纵向缺陷可采用触头法,应避免打火烧伤。检验时用湿法连续法,最好使用灵敏度高的荧光磁粉。
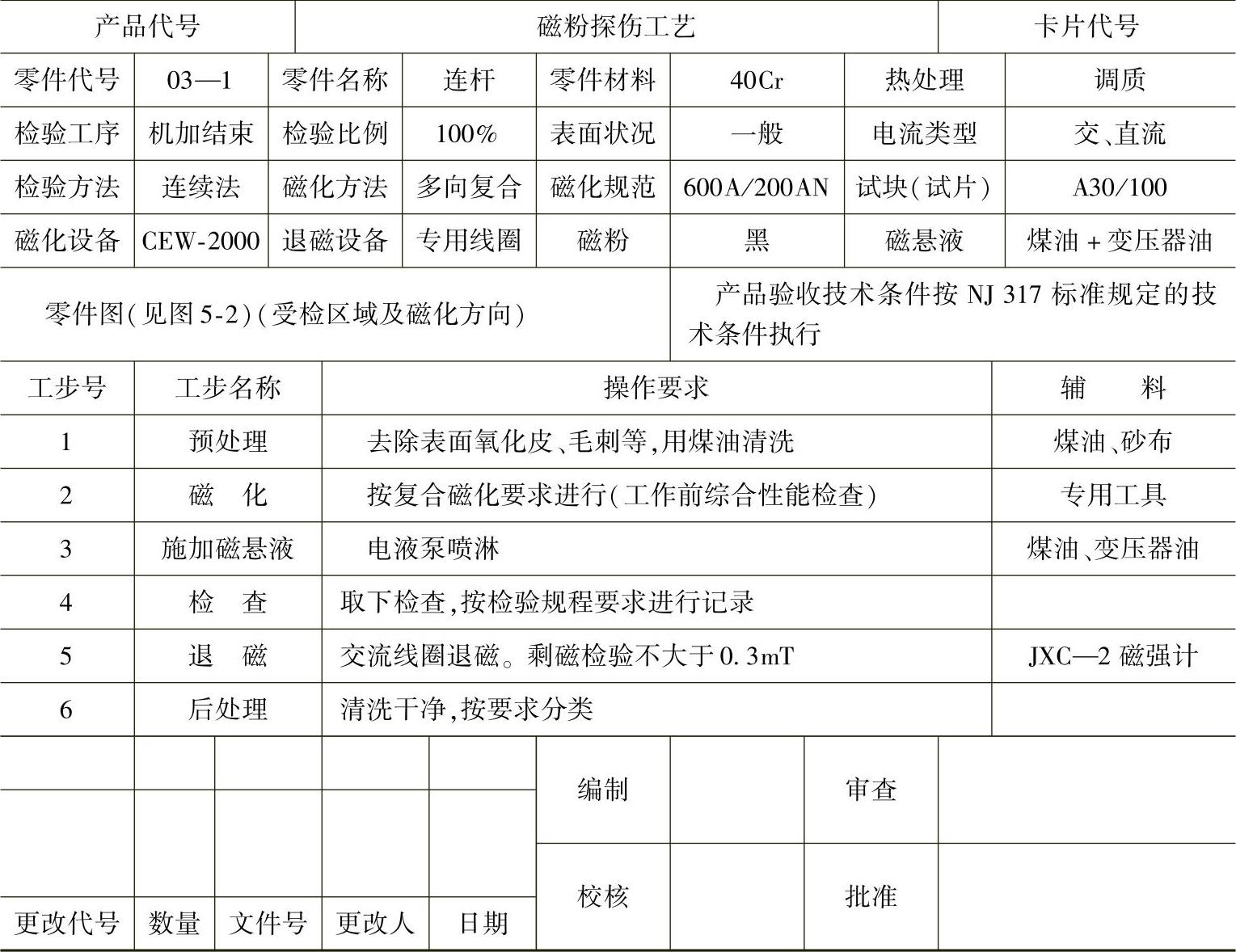
表5-2 连杆的磁粉检测工艺卡
天车吊钩磁粉检测示意图见图5-4。
天车吊钩磁粉检测规程可按如下格式编制:
1.适用范围
本规程适用于天车吊钩的磁粉检测。
2.编制依据
1)委托书、天车吊钩的设计、制造和使用资料。
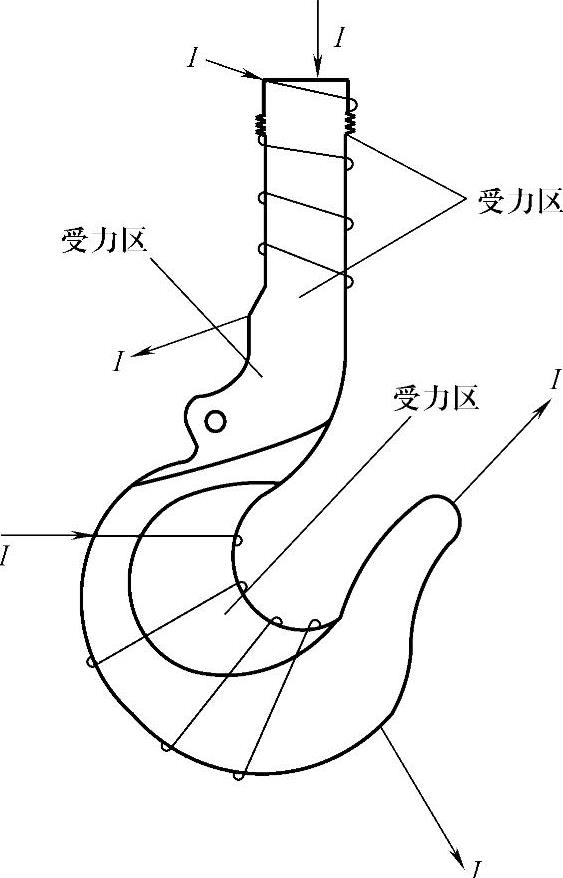
图5-4 天车吊钩
2)JB/T 4730—2005《承压设备无损检测》。
3.检测人员
应取得国家相关部门颁发的磁粉检测Ⅱ级或Ⅲ级资格证书,矫正视力不得低于1.0,不得有色盲和色弱。
4.被检工件
起重天车吊钩,材质为30CrMnSiNi2A,形状如图5-4所示。尺寸为ϕ80mm×500mm,表面喷漆,表面粗糙度值为Ra3.2μm,热处理δb=1670kN/mm2。
5.设备和器材
1)设备:CJX-1或CY3000型探伤机一台,质量控制符合JB/T 4730—2005的要求。
2)器材:Yc2荧光磁粉,LPW-3油基载液,荧光磁悬液。质量控制应符合JB/T 4730.4—2005《承压设备无损检测 第4部分:磁粉检测》的要求。
6.工序安排和检验比例
1)工序安排:使用后定期检验吊钩的疲劳裂纹。
2)整个工件100%检验。
7.检验方法(www.daowen.com)
荧光磁粉湿法剩磁法和湿法连续法。
8.磁化方法
1)将电缆线缠绕在吊钩上纵向磁化。
2)将支杆触头与吊钩两端接触,用触头法磁化。
9.磁化规范
1)绕电缆法:N=10匝,I=450A。
2)触头法通电:I=2000A。
10.灵敏度控制
使用7/50或15/100的A型试片进行综合性能试验,控制灵敏度。
11.磁粉检测操作
吊钩螺纹及载重半圆形处受力最大,具体操作如下
1)预处理:清除掉吊钩表面的油漆、铁锈和污物,露出金属光泽。
2)磁化:用触头法在吊钩两端头磁化,检验纵向缺陷。后用缠绕电缆法磁化检验吊钩半圆处和螺纹根部横向缺陷,这是最关键的。
3)施加磁悬液:用喷洒法施加荧光磁悬液。检验螺纹根部时宜用低浓度磁悬液,多喷洒几次。
4)检验:检验螺纹根部时用湿法剩磁法,检验吊钩半圆受力部位时用湿法连续注,观察磁痕应在暗区进行,紫外线辐照度应不小于1000μW/cm2,暗区环境光应不大于20lx,必要时用5~10倍放大镜观察细小缺陷磁痕。
5)退磁:用绕电缆法自动衰减退磁,退磁后吊钩剩磁应不大于0.2mT(或160A/m)。
6)后处理:清除掉吊钩上的磁粉。
7)检验报告:按JB/T 4730.4—2005第10条执行。
12.磁痕评定与质量验收标准
1)磁痕评定按JB/T 4730.4—2005第5条执行。
2)质量验收标准按JB/T 4730.4—2005第9条执行,缺陷显示累积长度的合格等级按1级。
吊钩的磁粉检测工艺卡可以根据检验规程进行编制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






