塔形试件是用于抽样检验钢棒和钢管原材料缺陷的试件,磁粉检测主要为了检查发纹及非金属夹杂物。
检验塔形件时应作如下考虑:
1)钢管及钢棒轧制成形时,发纹和非金属夹杂物都是沿轴向或与轴向成一夹角,所以只进行轴通电周向磁化法(或中心导体磁化法)。
2)塔形件一般在热处理前检测,但热处理后钢材磁性差异较大时,为了更好反映材料出现的缺陷,也可以在热处理后进行检测。
3)要求检测缺陷为发纹等缺陷,一般按照标准灵敏度进行检查。但产品有要求时,也可以采用高灵敏度进行检查。试件表面经过状况较好,采用湿式连续法,荧光磁粉或黑磁粉均可。
4)磁化电流一般采用交流电。可按各台阶的直径分别计算,磁化和检验的顺序是从最小直径到最大直径,逐阶磁化检验。当直径差异不大时,也可先按照最大直径选择电流,检验塔形的所有表面,如若发现缺陷,再按相应直径规定的磁化电流磁化和检查。(https://www.daowen.com)
5)如果磁粉检测不能对缺陷定性时,可用金相低倍试验进行验证和定性。
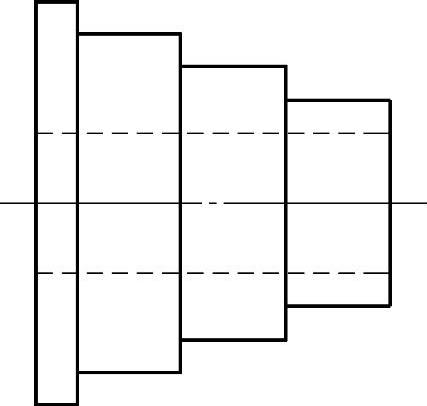
图5-1 塔形零件
实例:某兵器用钢管应用于受力较大的场合。进厂检查时,由于成品应用为热处理后,为了反映材料热处理后缺陷的真实情况,对钢管进行热处理调质后检查,钢管尺寸为ϕ80mm×20mm,材料为40Cr。三个台阶直径分别为ϕ75mm、ϕ65mm、ϕ55mm,见图5-1。试分析检测工艺要求。
检测情况已如前述,现主要确定的是磁化电流规范和设备。经查磁化曲线,40Cr热处理调质后近饱和处标准灵敏度时的磁场强度约为4000~4800A/m。因钢管在使用中受力较大,故采用4800A/m,即15D(D为直径)。三台阶电流经计算分别为1125A、975A和825A。考虑到磁化时工件电阻的影响,故选用最大电流为2000A的CJ2000型固定式磁粉检测机。因工件系车削制成,表面状况良好,仅作一般清洗处理。检测时可采用荧光磁粉或黑色磁粉湿法检查,工艺规程可根据上述情况编制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






