便携式磁粉探伤机体积小,重量轻,也称为手提式磁粉探伤仪。这种设备的机动性、适应性最强,可用于各种现场作业,如锅炉、压力容器的内、外探伤,飞机的现场维护检查,立体管道的检查,乃至高空、水下作业。
便携式磁粉探伤机类型较多,主要有以下三种:
1.支杆型
磁化电源通过电缆与支杆相连,可采用局部磁化和绕电缆法磁化,功用与移动式基本相同,只是仪器更为轻便,受体积限制,磁化电流较移动式小,限于1~2kA,常用于几百安电流的范围。表3-4列举了几种国产支杆型便携式磁粉探伤机的性能参数。
表3-4 国产支杆型便携式磁粉探伤机的技术参数

2.电磁轭型
便携式电磁轭也称马蹄型电磁轭,是将线圈缠绕在U形铁芯上,使用时磁轭置于工件上并给线圈通电,对工件实施局部磁化,要检测工件上不同方向的缺陷时可在同一位置实施两次互相垂直的交叉换位磁化、检查。磁轭两极的间距都是可调的,可以适应不同工件被检面的宽度。磁轭一般采用迭层钢片制成,磁极带活动关节。
电磁轭有直流、交流电励磁两种。电磁轭性能指标,可以用磁轭的磁势(即线圈的安匝数)表示,也可以用磁轭极间工件表面的磁场值表示,但通常都是以磁轭的提升力表示,国标规定,极间距为75~150mm时,直流磁化提升力应大于177N,交流磁化提升力应大于44N。磁轭检验的有效范围在磁极连线两侧各为磁极间距的1/4,磁轭每次移动的覆盖区应不小于25mm。国产的电磁轭有不同的系列产品(CEY和CJE系列等),结构简单,重量只有几公斤,工作性能可靠。如CYL-1型电磁轭,交直流两用,重量约为2kg,极间距可调范围为50~200mm,工作电压交流为36V,直流为20V。设备采用晶闸管调压,交流提升力为0~12kg,直流提升力为0~48kg。(www.daowen.com)
电磁轭设备小巧轻便,不会烧损工件,对工件表面没有通电法那样的要求,因此获得了广泛的应用,如锅炉、压力容器焊缝的检测。在检测条件苛刻的环境中的检验更能体现它的优越性。采用交流电磁轭,在水下成功地对带有漆层的船舶焊缝进行检测,能检出长13mm、宽0.025mm、深0.75mm的裂纹。
3.交叉磁轭型
交叉磁轭型是对交叉磁轭的两组绕组分别通以幅值相同、相位差为π/2的工频交流电,在磁轭中心处的工件上会产生一个大小不变,方向随时间不断变化的圆形旋转磁场,可参见第二章第二节的复合磁化,可对工件实施复合磁化,发现各个方向上的缺陷。为方便连续检测,四个磁极上装有小滚轮,可在工件上方便地滚动。这种仪器特别适用于大型钢结构件的平面检查,平板焊缝的检查,如压力容器焊缝、船舶焊缝等。被检查过的表面随着磁轭的继续推进,有自动退磁的效果。
交叉磁轭仪的主要技术指标包括:激励磁动势不低于1300AT×2;四个磁极端面与被检面之间的间隙不超过1.5mm;跨越宽度不大于100mm;用于连续行走探伤时速度要力求均匀,一般不大于5mm/s。
上述三类磁粉探伤设备都是随各种工件的不同检测要求而发展起来的,检测设备的进步才能带来成功的应用。磁粉检测作为一项最常用的无损检测技术,在现代工业的应用中有一定的广度和深度,其检测设备的不断发展和进步是最重要的原因之一。
作为检测设备的核心,磁化装置要为工件提供低电压、可以控制的大的磁化电流,在它的电流控制上经历了较大的变化。早期的磁化装置采用变压器分级抽头的方式实现对磁化电流的控制,有限个抽头决定了仪器电流的级别,通常用手动控制。感应式电压调节方式可以实现无触点调节,连续地改变电流大小。它利用电压调节器(自耦变压器)调节供给主变压器的电压,来调节主变压器次级的磁化电流,可以手动或由马达带动。20世纪80年代以来,上述调节方法已逐步由可控硅调节所代替,通过改变可控硅导通角控制提供给主变压器的初级电流,使变压器输出的电流可以在最大磁化电流范围内调节,可以提供细微的改变。由于晶闸管导通角的控制是电信号的控制,较其他控制方式更为方便,同时,它也为磁粉检测的自动化技术提供了方便。20世纪80年代后期以来,卧式磁粉检测设备的微机控制,采用多向复合磁化的自动检测技术是设备发展的一个主要方向。这对于一些批量大、检测要求高和形状复杂的工件具有重要的意义。磁粉检测自动化,必须具备以下功能:试件的自动装卸和定位;自动磁化;与磁化周期对应,自动定时施加磁悬液;对磁痕的自动检测和标记;对工件自动退磁;对显示的自动解释和分选。其中自动磁化由计算机控制磁场方向、励磁电流的种类和大小、磁化持续时间等。具备上述所有功能的检测装置为全自动装置。如果磁痕的检测和判断仍由检验人员执行,具备上述其他各项功能的称为半自动系统。这类自动化装置已有成功应用的实例,图3-1所示是一台自动检测的激光扫描器,用于检测和识别缺陷磁痕。
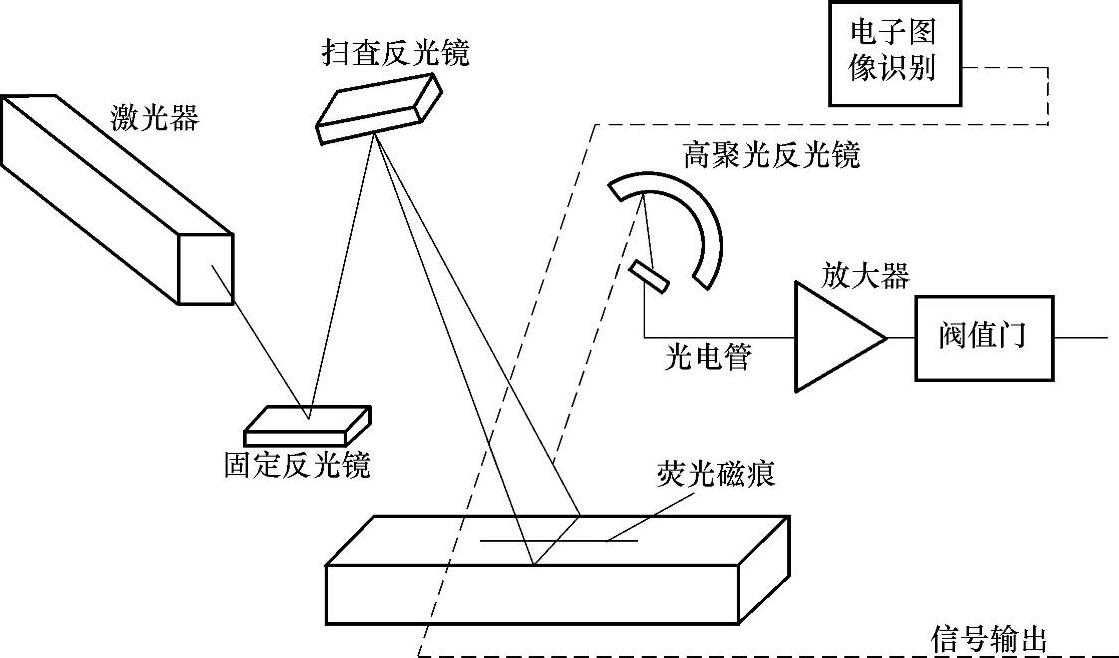
图3-1 激光扫描器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




