周向磁化易于检测纵向缺陷,纵向磁化易于检测横(周)向缺陷,对垂直于磁化场的缺陷有很好的检测效果。对于那些不垂直于磁力线的缺陷,检测效果会受到影响,分析时通常将磁化场分解为垂直、平行于缺陷方向的两个分量,对缺陷磁痕显示有贡献的仅仅是垂直分量。缺陷和磁场方向的夹角是垂直分量的最大影响因素。裂纹和磁化方向至少大于30°时,它们才能被检测出来,为了保证检测的可靠性和检测其他种类的缺陷,一般认为,缺陷和磁化方向的夹角应大于45°。由此可见,采用单方向的一次磁化,不可能把所有方向的缺陷都检测出来,而实际工件的缺陷取向可能是很不规则的,如要检出所有取向的缺陷,单向磁化至少得进行二次不同方向上的磁化才能解决问题。复合磁化能同时对工件施加两个(或两个以上)不同方向上的磁化,因此,一次磁化可以检出所有方向上的缺陷。
复合磁化由于有多个磁场同时对工件进行多方向的磁化,也称多向磁化。磁化时,对工件的作用已不是单向磁场的作用,这时的磁场应是各磁场的矢量和,如果有时变场参与,其合成场的方向、幅值都可能随时间而变,复合磁化与单向磁化相比,有高效的优势,只需磁化一次就可检测所有方向的缺陷,同时价格低廉,劳动强度小,灵敏度高,它可以检出很小的缺陷,但这种方法只适用于连续法。另外,在复合磁化中各磁场的强度、相位对合成磁场强度、方向的影响等技术问题需要实验验证。
复合磁化形式多样,需根据工件的形状和检测要求而定,这里介绍几种常见的两个磁场复合的磁化方式。
1.纵向直流磁化与周向交流复合磁化
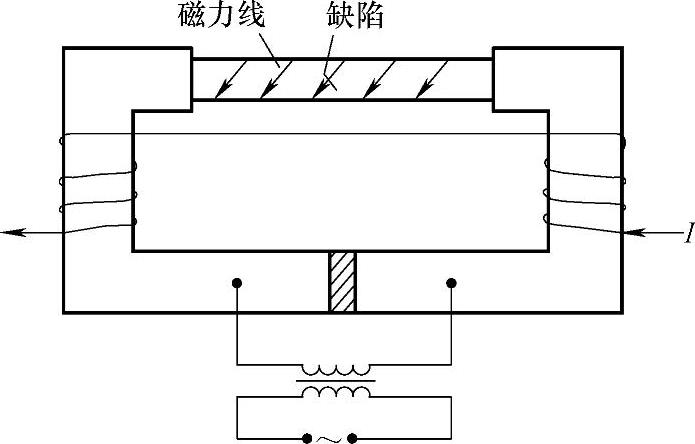
图2-23 纵向直流与周向交流复合磁化法
工件在用直流磁轭纵向磁化的同时通以交流电进行周向磁化,如图2-23所示。纵向磁场由直流电产生,它的大小保持不变;而周向的交流磁场随时间作正弦变化,两磁场方向相互垂直,其合成磁场是一随时间变化的磁场,构成一扇形摆动磁化场,如图2-24所示。摆动角度的大小取决于两磁场幅值之比,交流场与直流场幅值比值越大,摆角越大,当幅值比值为1时,其摆角为90°,这时理论上可以检出所有方向的缺陷。由于合成磁场的大小随时间而变化,故对于不同方向缺陷的检测灵敏度也是有差异的。
如果将两个磁场交换,即纵向交流磁化,周向直流磁化,同样也可以得到一个随时间摆动的复合磁场。
2.交叉磁轭复合磁化(https://www.daowen.com)
当两个电磁轭垂直交叉放置在被检工件上,并各自通以幅值、频率相同,相位相差 的交流电时(见图2-25),将会在磁轭极间中心处的工件表层产生图2-26所示的旋转磁场。
的交流电时(见图2-25),将会在磁轭极间中心处的工件表层产生图2-26所示的旋转磁场。
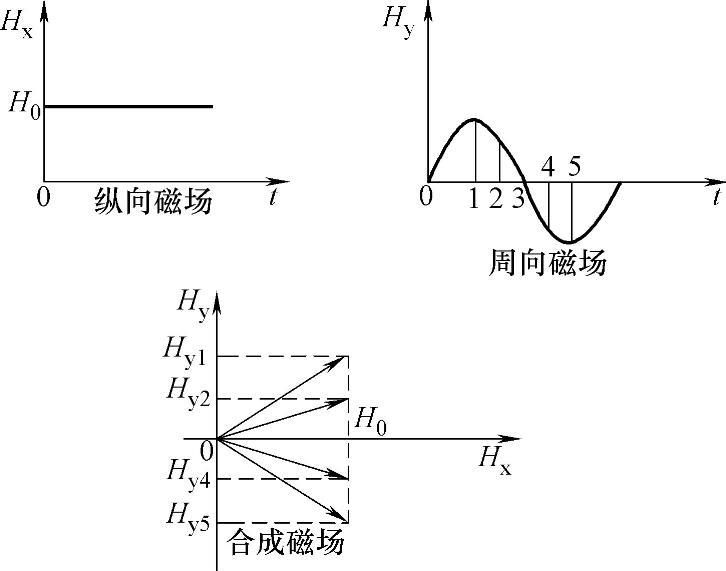
图2-24 摆动磁场的形成
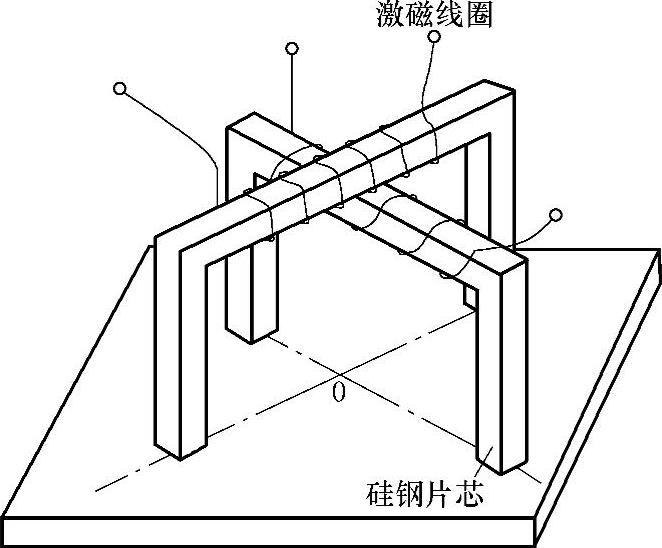
图2-25 垂直交叉磁轭
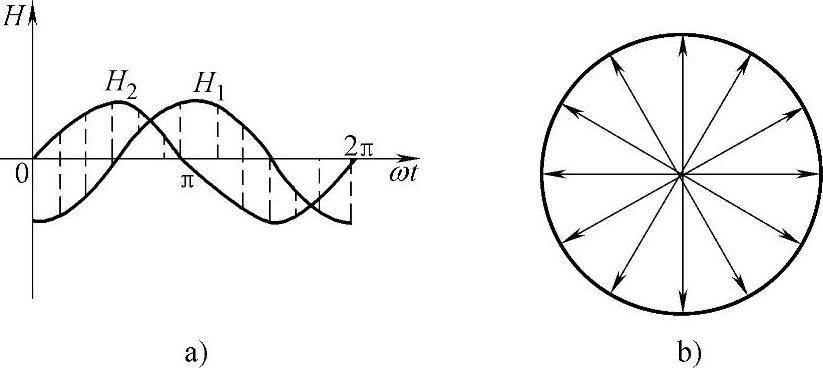
图2-26 旋转磁场形成原理
a)两向磁场变化曲线 b)合成磁场的终端轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





