【摘要】:周向磁化常用方法有直接通电法、中心导体法、穿电缆法和支杆法等。图2-6 周向磁化直接通电法使用直接通电法时在工件内的磁场分布与工件的形状有关,这里以棒材、管材作为典型工件进行分析。如果工件直径太大,探伤机提供的电流不能满足工件表面所要求的磁场值时,可以将工件偏心放置,选用适当的电流对工件进行圆周方向的分段磁化、检查。图2-14 对小直径钢管(棒)的周向磁化
1.直接通电法
轴类工件直接通电法依据工件的直径选取磁化电流。
连续法:I=(12~32)D (2-21)
剩磁法:I=(25~45)D (2-22)
式中 I——磁化电流(A);
D——工件直径(mm),对于非圆柱工件 。
。
在连续法中,对一般高磁导率材料(μ>200)的开口缺陷,磁化电流限于(12~20)D;用于检测夹杂类非开口缺陷或低磁导率材料的缺陷时采用(20~32)D,甚至可以突破此限,高达40D。
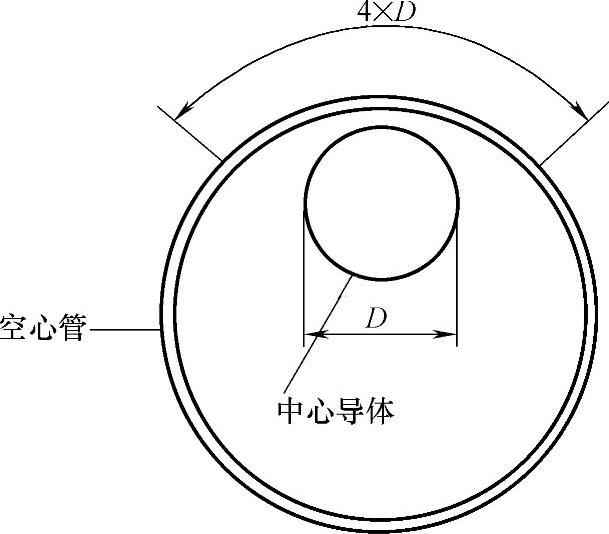
图2-27 偏置中心导体法(https://www.daowen.com)
当工件直径有大于30%的变化时,应分段选用磁化规范,磁化时按先小后大的顺序进行。
2.中心导体法
中心导体法分为同心放置和偏心放置两种。同心放置时,工件和中心导体的中心接近于重合,这时的磁化电流仍按式(2-21)、式(2-22)选取。偏心放置时工件和导体有较大的偏心距,如图2-27所示,中心导体贴近内壁。其磁化电流在按式(2-21)、式(2-22)给出时,注意工件的直径D应为中心导体的直径与工件的2倍壁厚之和。并且这是一种沿周向分段磁化的方法,每次有效磁化长度是中心导体的4倍,检测时应绕中心导体转动工件,分段检查全部周长,每次应有约10%的有效磁场重叠区,以免漏检。
3.支杆法
用支杆法磁化时,其磁化场强度随支杆的间距和工件的厚度而变化,当支杆间距L为150~200mm,工件壁厚分为两挡时,其磁化规范(连续法)按表2-1计算。
表2-1 支杆法磁化规范

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






