交流电是指大小和方向随时间作周期性变化的电流,正弦(余弦)交流电是随时间作正弦(余弦)变化的交流电,正弦交流电见图2-1。其数学表达式为
i=Imsin(ωt+φ) (2-1)
式中 i——交流电的瞬时值;
Im——交流电的峰值;
ω——角频率;
φ——初相位。
一直流电与交流电分别通过相同电阻,如果在交流的一周期内两者所产生的热量相同,则将此直流电的大小定义为该交流电的有效值I,即
式中 T——交流电的周期。
将式(2-1)代入上式,于是可以得到交流电有效值与峰值的关系:

在磁粉检测中,对工件磁化起作用的是电流的峰值,而交流电表提供的是有效值。
交流电通过导电体时,其电流密度分布是不均匀的,导体表面的电流密度大,而中心部位很小,这种电流趋向于导体表层流动的现象称为趋肤效应。引起趋肤效应的原因在于导体内存在涡流,如图2-2所示。
当导线中有交流电i通过时,在电流的周围产生环形磁场B,这个变化的磁场会在导体中产生涡电流。涡电流和原电流在一个周期的大部分时间内的各个瞬间,轴线附近的i′和i方向相反,而表层的i′和i方向相同。这样,导线横截面上的电流分布就集中在表层,就形成了趋肤效应。
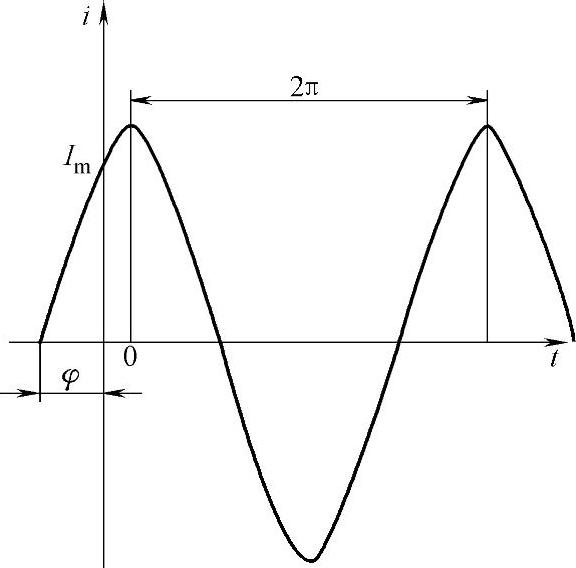
图2-1 正弦交流电
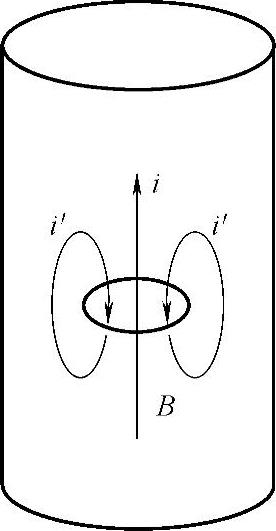
图2-2 趋肤效应的产生
为了定量描述趋肤效应的大小,通常引入渗透深度δ的概念,它表示在距导体表面δ深度处,电流密度已降低到表面值的 ,可由下式计算(https://www.daowen.com)
,可由下式计算(https://www.daowen.com)

式中 f——交流电的频率;
μ——导体的磁导率;
σ——导体的电导率。
由式(2-3)可知,趋肤效应随交流电的频率及导体导电、导磁能力的增大而减小。
在磁粉检测中,交流电获得了相当广泛的应用,其原因如下:
(1)对表面缺陷检测灵敏度高 趋肤效应使磁化电流及其产生的磁通趋于工件表面,提高了表面缺陷检测能力。众所周知,工件表面裂纹对使用安全具有很大威胁,灵敏而可靠地检测表面缺陷对安全具有重要的意义。
(2)适宜于变截面工件的检测 若采用直流电磁化工件,则在截面变化处会有较多的漏磁通;而使用交流电磁化,可得到比较均匀的表面磁场分布,检测效果较好。
(3)便于实现复合磁化和感应磁化 复合磁化中,常用两个交流磁化场的叠加来产生旋转磁场,或者采用交流场和直流场叠加产生摆动磁场。总之,复合磁化中交流电是不可缺少的。在感应磁化中也必须采用交流电。
(4)有利于磁粉在被检表面上的迁移 交流电方向不断变化,它产生的磁场也是交变的。被检工件表面受到交变磁场的作用,会有助于磁粉的迁移,有利于缺陷磁痕的形成。
(5)设备结构简单 交流磁粉探伤机直接配用工业电源,不需要整流、滤波等装置,设备结构简单,价格便宜,重量轻,便于维修。
(6)易于退磁 交流磁化剩磁集中于工件表面,采用交流退磁可方便地将剩磁退掉。
交流电作为磁化电源在使用中也有其不足之处,使用上也受到一定限制,主要有以下两个方面:
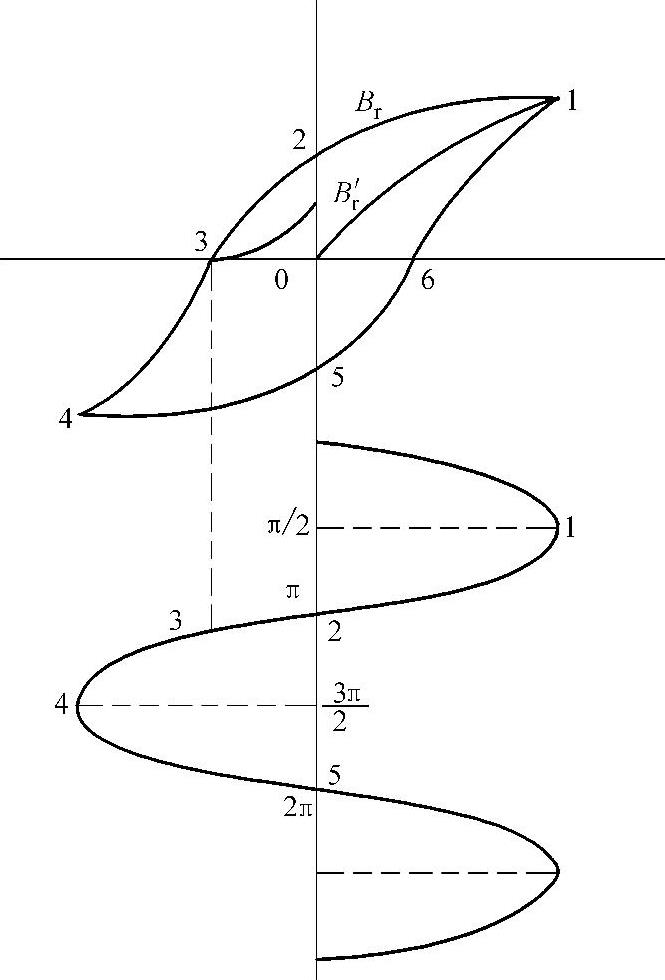
图2-3 铁磁材料磁滞回线与充磁电流相位的关系
1)剩磁不够稳定。交流电用于剩磁法检测时,有剩磁不稳和偏小的情况,这时有可能会造成缺陷漏检。其原因是由于磁化电流中断时电流断电相位的随机性。图2-3所示为铁磁材料磁滞回线与充磁电流相位的关系,0、1、2、3等表示电流与磁滞回线上的对应点。当交流电在正弦周期的 、
、 或在零值断电时,工件上将获得最大剩磁Br,当断电发生在
或在零值断电时,工件上将获得最大剩磁Br,当断电发生在
 、
、 时,剩磁将变小。从图中可以看出,交流电在3处断电,由于铁磁材料的磁滞特性,3处断电后将沿曲线到达B′r点,此时剩磁B′r将小于Br。由此可见,交流磁化时,工件中的剩磁大小与断电相位有关。若要获得稳定的剩磁,可以配备断电相位控制器,可以获得稳定的最大剩磁,但同时也增加了磁化设备的成本。
时,剩磁将变小。从图中可以看出,交流电在3处断电,由于铁磁材料的磁滞特性,3处断电后将沿曲线到达B′r点,此时剩磁B′r将小于Br。由此可见,交流磁化时,工件中的剩磁大小与断电相位有关。若要获得稳定的剩磁,可以配备断电相位控制器,可以获得稳定的最大剩磁,但同时也增加了磁化设备的成本。
2)检测深度小。交流电趋肤效应固然提高了表面缺陷的检测灵敏度,但对表层下缺陷的检测能力就不如直流电了,一些近表面缺陷会产生漏检。对于有镀层的工件最好不用交流电磁化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




