这里讲述的焊接只限于电工作业中铁支架的制作、接地螺栓及接地线的焊接;以及作业中不受压力及强度限制的小型构件的焊接和点焊。
1.交流弧焊机
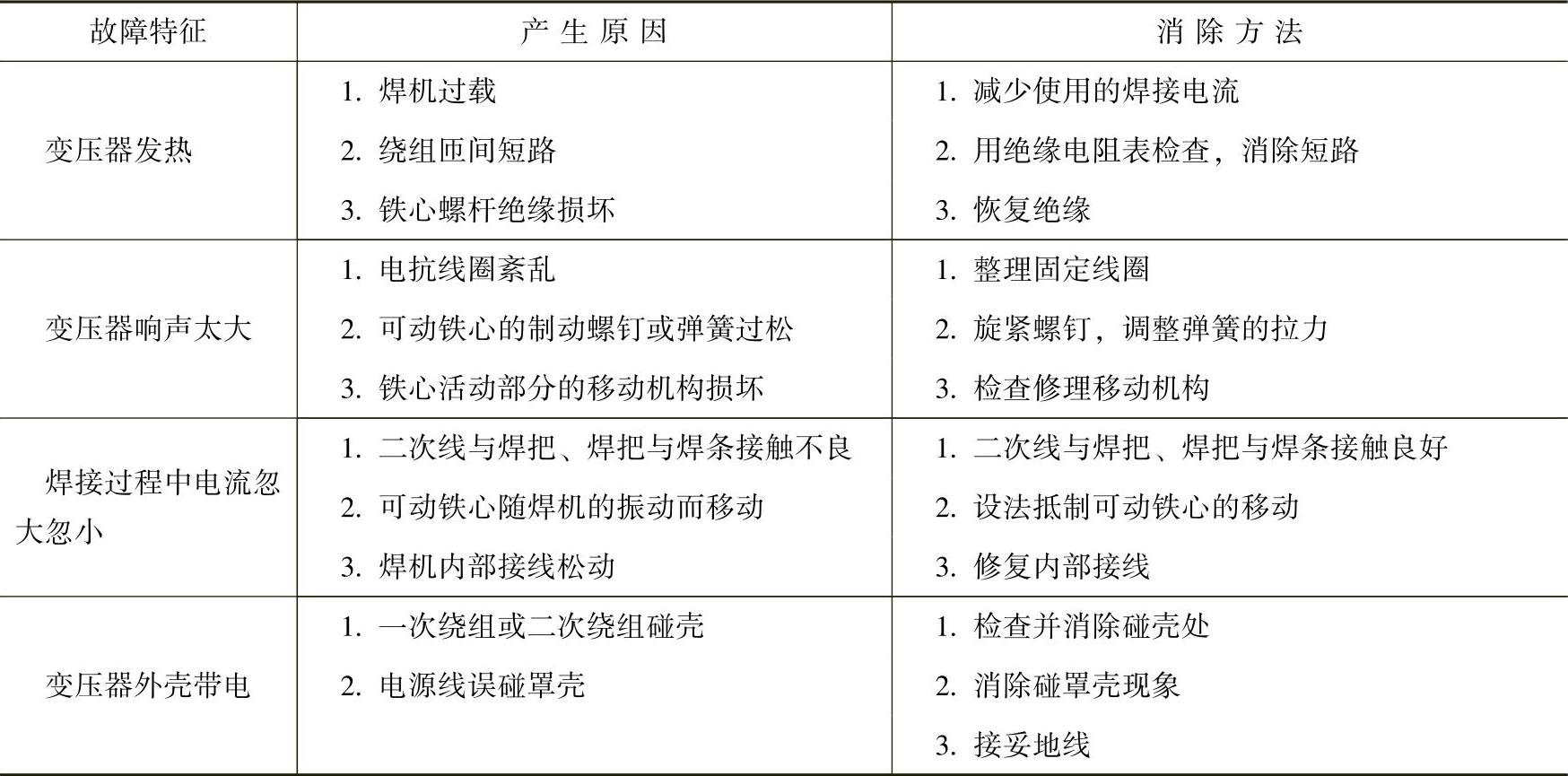
交流弧焊机是最常用的焊机,使用前应检查接线是否正确,外壳是否可靠接地,有无漏电保护装置,接线端子是否松动,内部是否清洁。焊接过程中,铁心不应有剧烈振动,器身温度不得超过规定值。使用时应配备合适的导线和熔断器,有故障应及时排除,不得带病操作,焊接完后应关掉电源,露天放置应有防雨措施。交流弧焊机的选择和常见故障排除方法见表6-7和表6-8。
表6-7 交流弧焊机一次接线和熔丝容量的选择
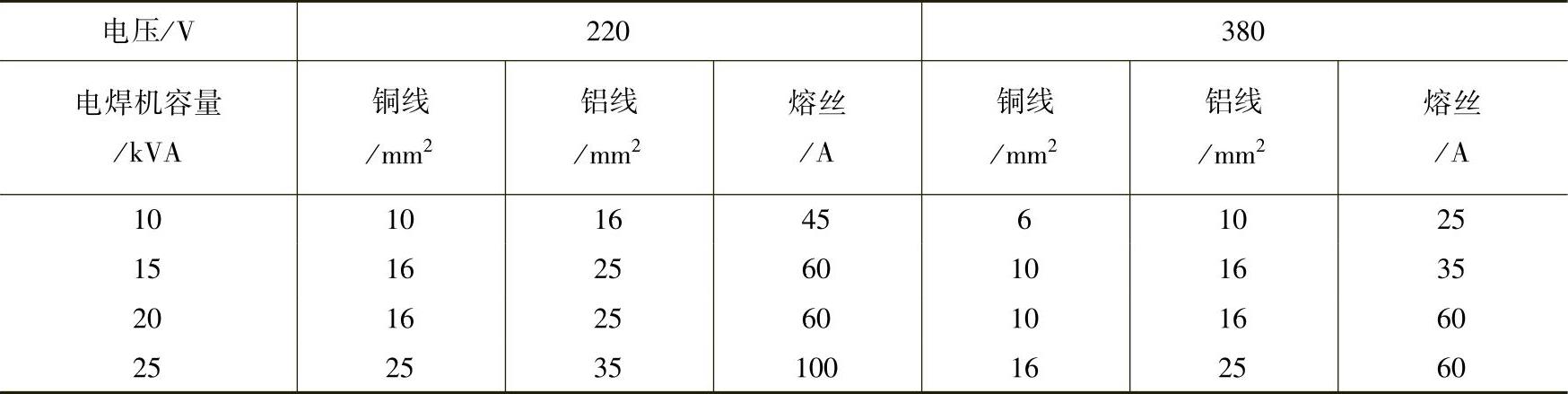
表6-8 交流弧焊机的常见故障及排除方法
2.手工电弧焊的基本操作
(1)引弧、运条和收弧 手工电弧焊的引弧有擦划法和碰击法两种,其中,擦划法引弧类似划火柴,是最易掌握的。碰击法引弧是将焊条迅速与焊件碰触后又迅速离开并保持较小的距离(mm级)。待正常后移至焊缝处进行焊接,如一次擦划或碰击不能引弧,则应进行第二次。引弧后应在起弧处停留一会儿进行预热,然后再移向焊缝并作横向微微摆动,以保证熔深焊透。
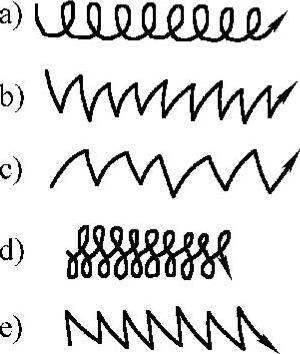
手工焊运条的方法都是由直线运动、横向摆动和送进焊条三个动作合成的,其中横向摆动是关键动作,必须多次练习而熟练掌握,横向摆动的图形如图6-13所示。
收弧时应在停点稍停片刻将熔池填满,然后迅速拉大焊条与焊点的距离,同时注意,拉灭电弧时不要在工件表面造成电焊擦伤。
更换焊条要快并清除接头处的熔渣,先在接头前15~20mm处引弧,然后将电弧退回,等弧坑全部熔透并填满后再继续向前焊接。
(2)操作要点 保证正确的焊条角度和掌握好运条动作、控制焊接熔池形状和尺寸是手工电弧焊的基本操作要点。
 (www.daowen.com)
(www.daowen.com)
图6-13 焊条的横向摆动
a)各种位置第一层焊缝 b)、c)平、立仰焊表面焊缝 d)平面表面焊缝 e)横缝焊缝
平焊,焊条对焊件的角度,左右两侧应各为90°。焊条与焊接前进方向的夹角一般为70°~85°。同时,焊接时要注意熔渣和铁液混合不清的现象,要防止熔渣流到铁液前面,熔池应形成椭圆形,其表面要略为下凹。
立焊,焊条对焊件的角度,左右方向应各为90°,与焊接前进方向的夹角为100°~120°,使电弧略向上吹向熔池中池。焊第一道时,应压住电弧向上运条,同时做较小的横向摆动。其余各层用半圆形横向摆动加挑弧向上焊接。碱性低氢焊条的挑弧动作不可太大,电弧不宜拉得过长,熔池表面应始终处于电弧气氛的保护下,以免产生气孔。
点焊,只是在焊缝上焊一个点,因此要求动作迅速并将该点刚焊透还未焊透为止。焊条直径、电流大小应按焊缝宽度、板厚以及动作的熟练程度选择。
(3)电流大小、焊条直径的选择 一般条件下,板厚越厚、焊缝越宽、电流越大、焊条越粗,反之,板厚越小、焊缝越窄、电流越小、焊条越细。
按焊缝宽度选择应使焊条直径不小于焊缝宽度,最好相等。按焊件厚度选择及电流的选择见表6-9和表6-10。其中,电流强度不应以焊机上的标尺为准,只有用钳形电流表将其标尺进行标定和校验后才能以其为准。表中的数值为经验值,实际中还应考虑其他因素,读者可在实践中自行调整。
表6-9 按焊件厚度选择焊条直径
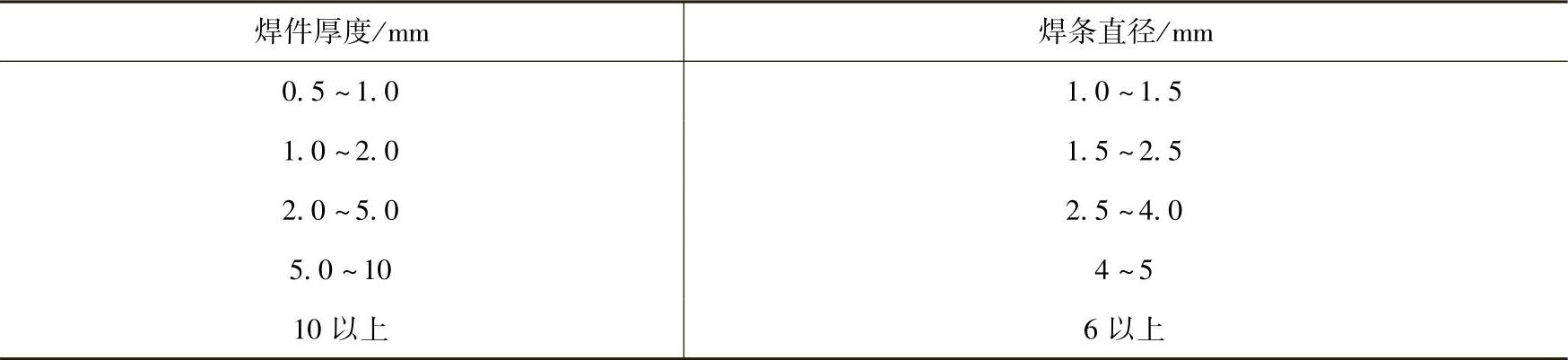
表6-10 焊接电流与焊条直径的关系

(4)焊条的烘干及保管 由于焊条药皮的成分及性能、空气湿度、保存方式、贮存时间等因素,焊条易吸湿吸潮而造成电弧不稳、飞溅增大并易产生气孔、裂纹等。因此,焊条在使用前应烘干。一般酸性焊条的烘干温度为150~250℃,烘干时间1h;碱性焊条必须在300~400℃的范围内烘干1~2h。烘干后的焊条最好放在100~150℃的保温筒内。焊条不宜多次反复烘干。因此要随用随烘,用多少烘多少。
焊条的保管应注意几点:搬运存放时不得将包装损坏,以防药皮脱落;焊条应保存在干燥、通风的仓库内,室温10~25℃为宜,相对湿度一般不大于50%。焊条应放在货架上,其距地、距墙应大于300mm,上下左右均应有适当的空间。焊条的说明书、合格证要妥善保存。焊条弯曲到120°时若有药皮脱落或药皮无裂纹则为受潮,若焊芯两端有锈则为受潮,焊接中焊条有水蒸气出现则为受潮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






