(1)油封材料
表14-102示出了在某些推荐应用场合可以使用的材料。
表14-102 推荐的材料
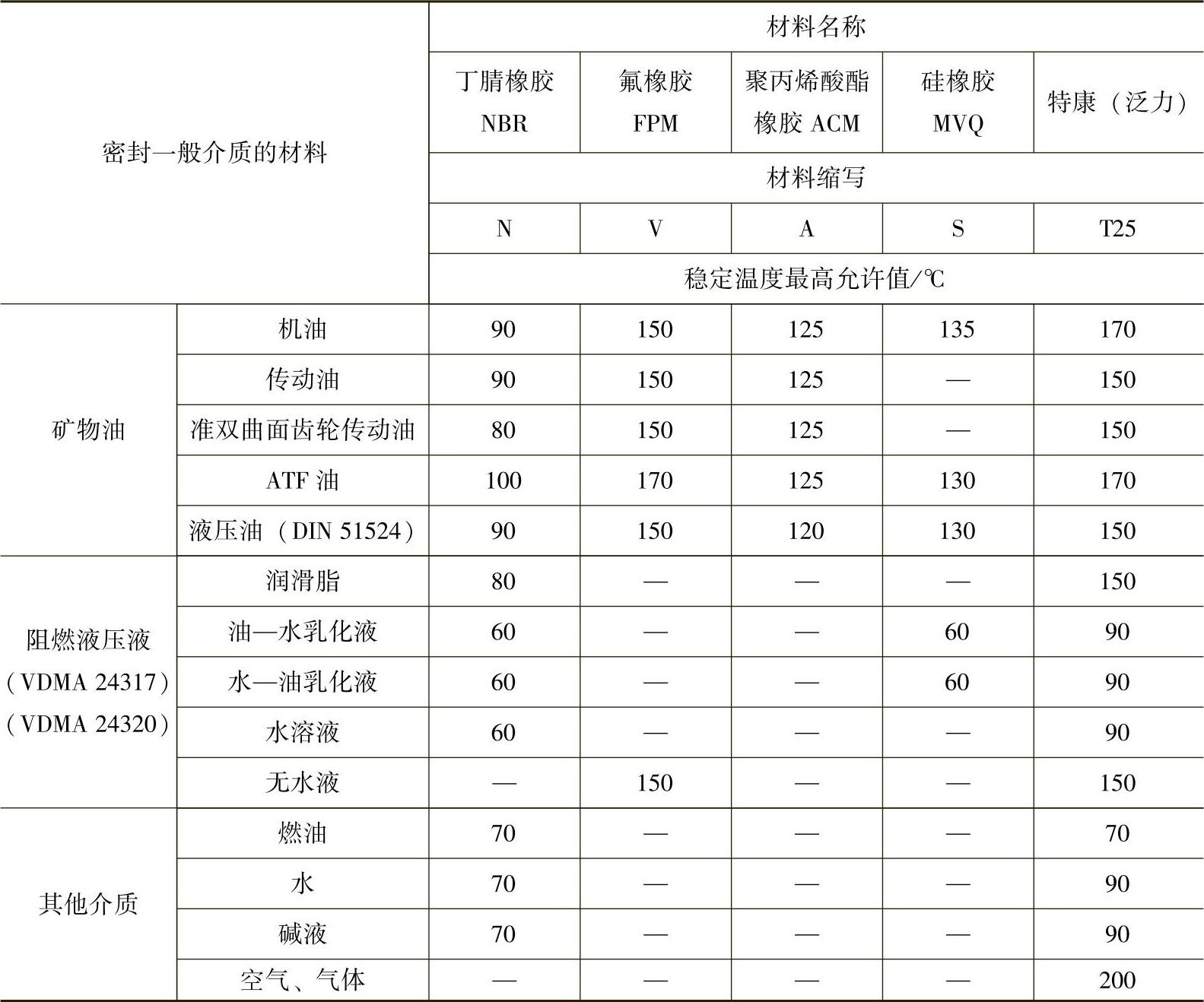
表14-102中包含了在密封点处稳定温度最高允许值的资料。这些数值包括了由摩擦热产生的温升。情况不利时(如高速、润滑不良),这种温升值可高达+50℃。
如对材料没有特殊的要求,则可选择邵氏A70硬度的NBR(丁腈橡胶)作为标准的材料。
如使用生物上会分解的油液场合,可与生产厂家联系。
在对腐蚀液体和化学品进行密封时,必须注意对金属材料(壳体、骨架、弹簧)的抗耐性。
标准的旋转轴唇形密封圈一般不是完全由橡胶包覆的。这就意味着骨架的金属部件在一定程度上会和介质产生接触。
如要求耐化学品,则骨架和弹簧需用抗介质的不锈钢制成(见表14-103)。需要时亦可采用特殊材料。
表14-103 标准径向油封用材料
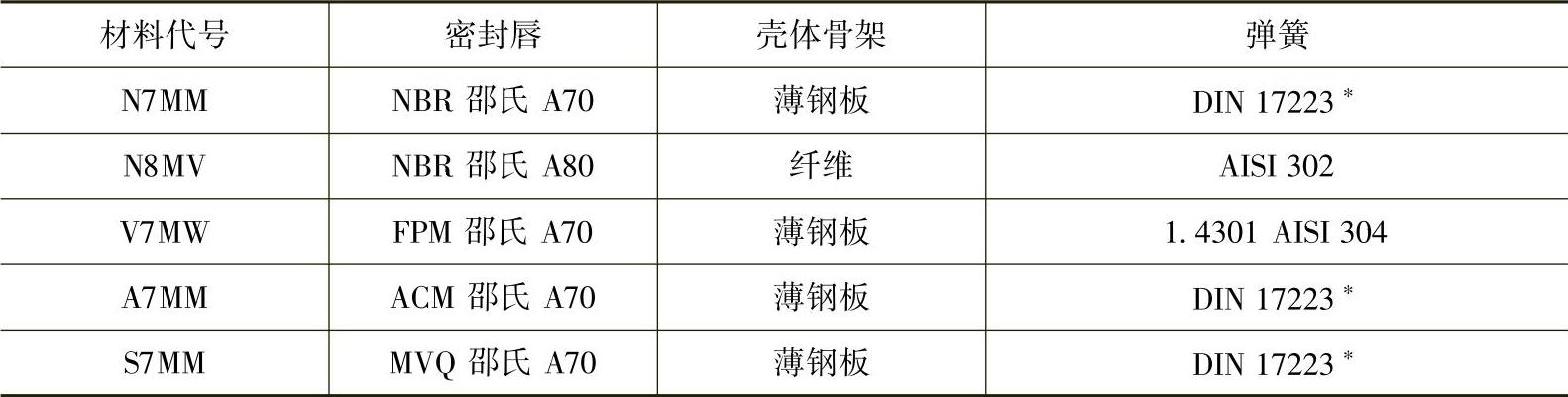
注:*和AISI1060相仿。
(2)设计要点
1)允许速度和允许圆周速度
①无压工况:各种弹性体材料用合适矿物油润滑以及与之接触良好,利于散热时,在无压工况下,轴有允许速度的值。对于充填润滑脂的油封,此数值至少应降低40%。
②有压工况:在对液体和润滑脂进行密封的低压腔室,其允许值可由表14-104中得到。
表14-104 有压工况时轴的允许速度
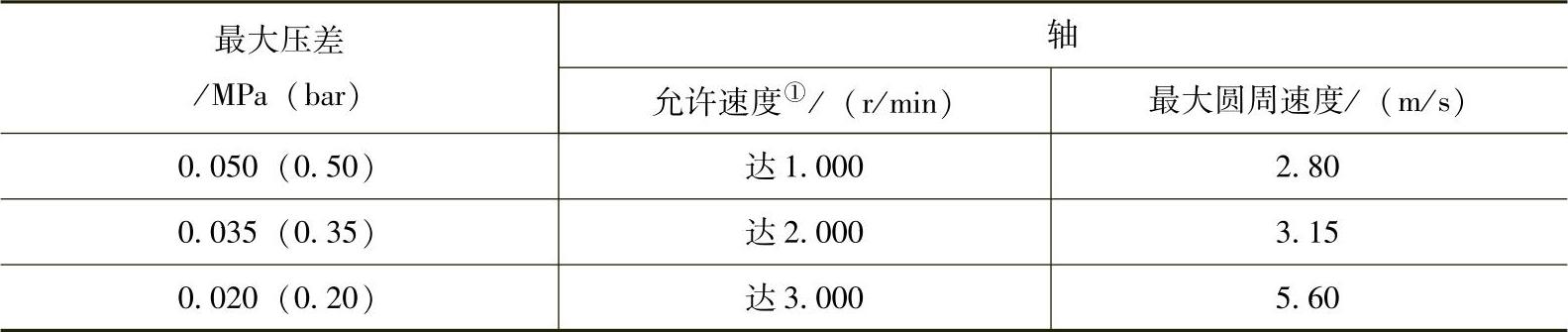
①用泛力时,参见“泛力”样本。
2)接触面的硬度 密封唇的使用寿命也取决于轴上接触面处的硬度。硬度至少应是45HRC。介质受污染,或外界有尘埃侵入以及圆周速度超过4m/s时,硬度至少应是55HRC。在表面淬硬时,淬硬深度至少需0.3mm。在渗氮后,表面应进行抛光。
3)轴表面 旋转轴唇形密封圈最重要的作用面是在密封唇和轴表面间的接触面。除了几何的、与材料有关以及和应用有关的一些参数外,这一接触面对于防漏和使用寿命而言有着重要的意义。在接触面积上,表面应没有螺线,最好经切入磨削或滚子挤压加工。
表面粗糙度:Ra=0.2~0.8μm
Rz=1~4μm
Rmax<6.3μm
4)往压盖中安装 在安装孔中的静密封是依靠在油封的外壳体处压配公差来得到的。
径向油封可依外壳体是橡胶包覆的、光滑或波形的、或是金属的来分类。孔的公差是ISO H8。
表面粗糙度按ISO 6194/1加以规定。
一般值:Ra=1.6~6.3μm
Rz=10~20μm
Rmax=16~25μm
对金属/金属密封或气体密封,表面精加工应无刻痕和螺线。如旋转轴唇形密封圈是粘合到油封座中去的话,应保证粘合剂不能和密封唇或轴发生接触。
安装深度和导锥如图14-73所示,油封座尺寸见表14-105。(www.daowen.com)
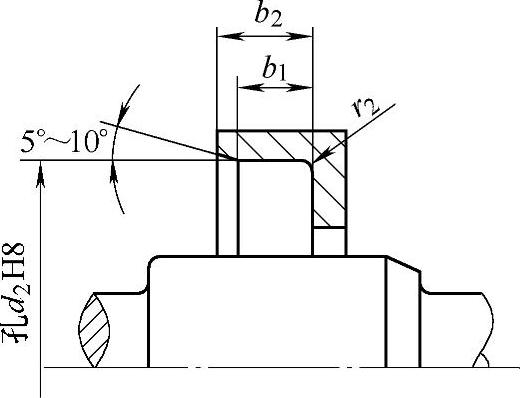
图14-73 安装深度和导锥
表14-105 油封座尺寸 (单位:mm)
5)往轴上安装 取决于不同安装方向(Y或Z),推荐在轴上制出导锥或倒圆。它们的尺寸示于图14-74和表14-106中。
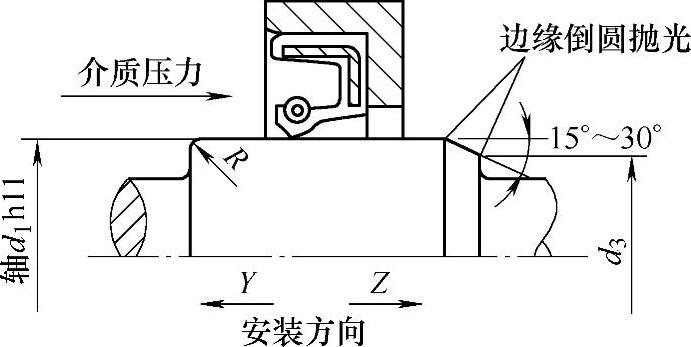
图14-74 径向油封的安装
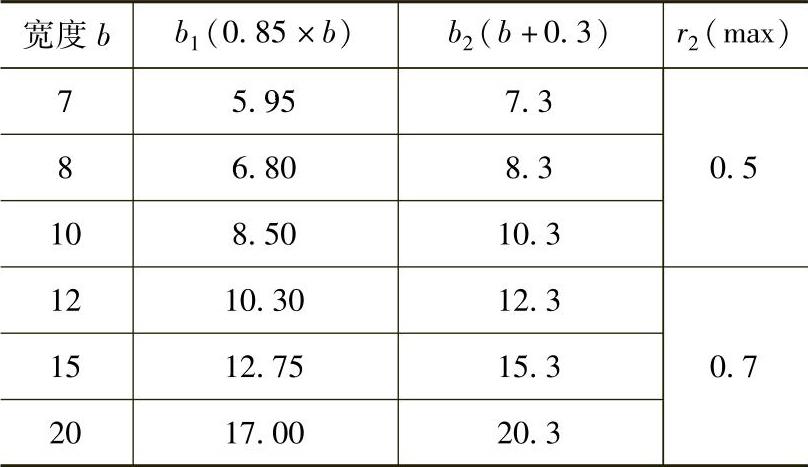
表14-106 轴端的导锥长度 (单位:mm)

6)泛力的导锥 在安装泛力油封时,为了防止损坏密封唇,操作时应特别小心。依设计的不同,可以采用几种方法:
①如油封是从背部进行安装时,倒圆或导锥必须制在轴端上(图14-75)。
②当油封的唇面向轴端进行安装时,就需要有导锥,它的最小直径应小于密封唇自由状态时的直径。表14-107示出了此参考值。最好使用安装工具(图14-76)。
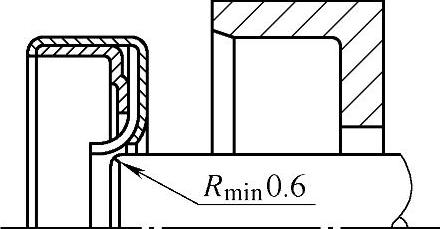
图14-75 有压工况应用场合,密封唇的背面面向轴时的安装
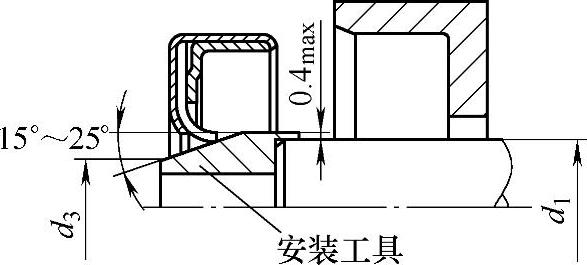
图14-76 使用安装工具安装密封唇
表14-107 导锥

(3)安装要点
在安装旋转轴唇形密封圈时,必须遵守下列要点:
1)安装前,清洗安装沟槽。轴和油封必须涂润滑脂或上油。
2)尖棱应倒角或倒圆,不然就盖住。
3)密封压入时必须小心,密封圈不应扭曲。
4)压入力应尽可能地施加在油封的周边上。
5)安装后,油封应同心且和轴成直角。
6)安装孔的端面一般用作接触面,油封也可用轴肩或定位垫圈加以固定。
图14-77示出了使用相应的安装工具或装置压配旋转轴唇形密封圈的几何情况。
(4)主要产品
1)径向油封。
2)V形密封圈。
3)活塞杆油封等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





