(1)材料与热处理
在设计和使用条件一定的情况下,齿轮的寿命是由原材料和工艺过程决定的。
齿轮材料应采用高等级的优质齿轮钢,一般应在MQ级以上,推荐采用ME级。国内外齿轮材料的主要区别在于原材料纯净度和淬透性带宽的控制,国外不认可国内主要用钢CrMnTi系钢种。
德国企业齿轮、太阳轮和行星轮采用17CrNiMo6,渗碳淬火,齿面硬度为58~62HRC。内齿圈为34CrNiMo6,调质处理。
美国企业常用20CrNiMo、20CrNi2Mo,渗碳淬火,齿面硬度为58~62HRC。内齿圈常用42CrMo或40CrNiMo,调质处理。也有用20CrMnMo、20Cr2Ni4A、18Cr2Ni4W,渗碳淬火。
日本企业生产的齿轮箱,大多采用15CrMo、20CrMo、35CrMo。渗碳淬火,有效渗碳深度为0.15mn,然后磨齿。采用不同的齿形角,以提高齿轮的弯曲强度,同时进行修缘、修形。
目前,我国最好使用20CrNi4A、18Cr2Ni4W,渗碳淬火,有效渗碳深度为0.2mn,这是较合理的渗碳深度,具有最佳的单齿弯曲强度。通常用20CrMnMo、20CrMnTi渗碳淬火,20CrMnMo的单齿弯曲疲劳强度比20CrMnTi高出13%左右。
毛坯采用锻造方法制取,严格执行锻造工艺,获得设计要求的锻造组织和相应的力学性能。针对不同材质和设计要求,制订合理的热处理工艺,保证材料的综合力学性能达到技术要求。
(2)加工
在GB/T 19073—2008中规定,齿轮、齿轮轴等齿轮精度不低于GB/T 10095.1—2008~10095.2—2008规定的5级,并根据载荷情况作必要的齿形和齿向修正。内齿圈精度不低于GB/T 10095.1—2008~10095.2—2008规定的6级。
近年来由于我国企业大量引进了德国等国家NiLes、Hofler等高级磨齿机,在这些机床上,可直接进行修缘、修形,可直接在线监测和控制,加工以上精度的齿轮已经没有问题。(www.daowen.com)
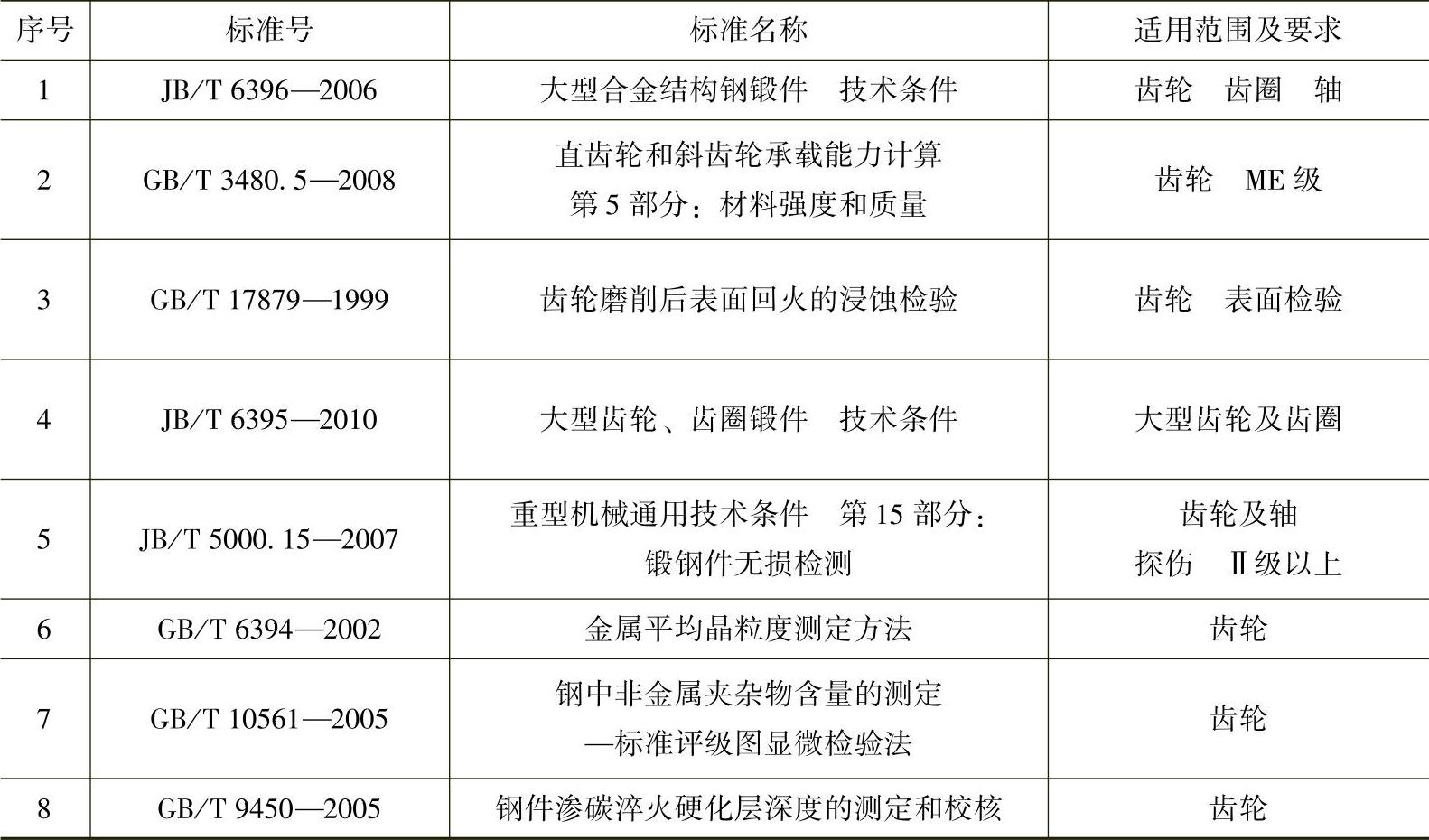
风电齿轮箱制造过程中主要零部件应遵循的规范及要求见表14-25,亦可参照国外同类标准执行。
表14-25 相关技术规范及要求
为提高齿轮的力学性能,在传统的探伤、热处理、磨齿等工艺之外,有的齿轮箱公司还应用了一些特殊工艺。
强力抛丸工艺。已经完成磨齿工序的齿轮轮齿,再经过强化喷丸处理,据国外文献报道,弯曲疲劳极限和接触疲劳极限可分别提高约20%和1.6倍。
齿面表面粗糙度也是影响齿轮箱高可靠性的一个重要因素。降低齿面表面粗糙度对抑制齿面微点蚀的产生,改善齿面间的润滑条件,延长齿轮副的运行寿命及增强抗腐蚀疲劳的能力均有十分明显的影响。为降低齿面表面粗糙度,特别是低速级齿面的表面粗糙度,近年来国外生产商普遍在进行完齿面精磨后,再增加一道齿面的超精加工。将加工件置于微小磨粒中,辅以特殊的化学介质,再施加振动而完成齿面的超精研磨,据称其最终齿面表面粗糙度可达Ra0.2~0.4。这一工艺目前在我国尚未采用。
(3)齿轮的修缘和修形
防止齿轮早期点蚀的关键在于轮齿的修缘和修形。在确定修形参数时,需要获得准确的载荷来计算齿轮偏载,再根据偏载情况进行修缘和修形,而且需要考虑载荷波动,要尽可能保证齿轮在各种载荷及组合的作用下都具有良好的接触区。
齿轮经修缘和修形,对提高传动装置平稳性,降低传动噪声也十分有效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






