实际应用摆线针轮行星传动时,为补偿制造误差,便于装拆和保证润滑,摆线轮齿与针轮齿之间必须有啮合间隙。因此,实际的摆线轮不能采用标准齿形,都必须修形。
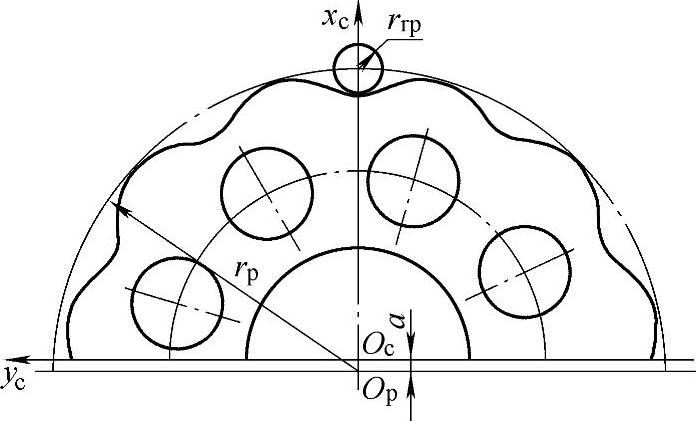
图11-6 摆线轮齿廓曲线
根据摆线针轮行星传动的啮合与展成法加工原理以及目前所看到的国内外资料与样机,摆线轮的齿廓修形方式有以下3种:
1)移距修形法 加工摆线轮时,偏心距、磨轮(切齿刀具)齿形半径rrp(相当于针齿套外圆半径)、传动比等均同加工标准齿形一样。所不同者,是将磨轮向轮坯中心移动一个距离Δrp(称负移距),使针齿中心圆半径由标准的rp缩小为rp-Δrp。因此,磨出的轮齿小于标准齿形,与标准针轮啮合,自然会产生啮合间隙。磨轮远离工作台中心方向移动时,称正移距。
2)等距修形法 加工摆线轮时,机床运动的调整和参数选择同加工标准齿形基本相同,不同的是将磨轮圆弧半径由标准的rrp加大至rrp+Δrrp。虽然磨出的摆线轮齿形短幅系数K1没有改变,但它与标准齿形是同一短幅外摆线等距值不相同的两条等距曲线。这样磨出的轮齿小于标准齿形的轮齿,与标准针轮啮合时会产生啮合间隙。
3)转角修形法 加工摆线轮时,机床的调整完全和加工标准齿形一样。只是在第一次磨出标准齿形以后,将分齿机构与偏心机构的联系脱开,然后拨动分齿机构齿轮,使摆线轮坯绕其中心转一微小角度δ,改变摆线轮在磨削时的初始位置,并按原来方法进行第二次磨削,这会使摆线轮的整个齿的厚度稍薄,齿槽稍有增大。从理论上说,将转角修形磨出的摆线轮装于标准针轮内,仍属共轭齿形啮合。此时同时受力齿数多、传动平稳,侧隙均匀,但齿顶和齿根部分将存在无间隙接触,从而不能补偿径向尺寸链的制造误差和满足润滑要求,故不能单独使用。这样就必须附加其他方法对齿顶和齿根部分修形,以保证适量的径向间隙。
转角加等距修形的齿形曲线如图11-7所示,转角修形部分的齿形是啮合传力的工作齿廓,而等距修形部分是不工作的,与标准理论齿形(虚线所示)相比较可知,等距修形就会出现可以补偿径向尺寸链误差与满足润滑要求的顶间隙。从工艺上看,采用转角加等距或转角加移距的修形方法比较麻烦,精磨轮齿的时间也要成倍延长。此外,转角修形与等距或移距修形的交界处有明显的交线,使得摆线轮齿面不是一个连续光滑曲面。
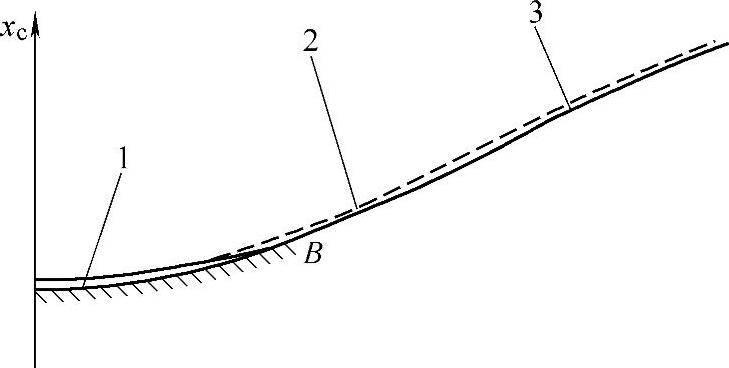
图11-7 转角加等距修形的摆线轮齿形
1—等距修形齿形 2—标准理论齿形 3—转角修形齿形(www.daowen.com)
以上3种齿形修形方法,除转角修形法不能单独使用外,其他两种方法既可与其他方法联合使用,也可单独使用。关于最佳修形方法的选用,将在以后讨论。
建立概括上述3种修形的摆线轮齿形方程式,只须将摆线轮标准齿形方程式(11-8)中的rp以(rp+Δrp)代替;K1以K 代替;rrp以(rrp+Δrrp)代替;iHφ以(iHφ+δ)代替即可。
代替;rrp以(rrp+Δrrp)代替;iHφ以(iHφ+δ)代替即可。
选择摆线轮的几何中心Oc为原点,选通过原点并与摆线轮齿槽的对称轴重合的轴线作为xc轴,见图11-6,则概括多种修形方式的通用的摆线轮齿形方程式


式中 K′1——有移距修形时齿形的短幅系数

其余符号含义与单位同前。
应当注意的是,Δrp与Δrrp的值有正负,负移距(磨轮向工作台中心移动)时,Δrp应以负值代入公式,正移距(磨轮远离工作台中心方向移动)时,Δrp应以正值代入公式。正等距(磨轮工作圆弧半径加大)时,Δrrp应以正值代入公式,负等距(磨轮工作圆弧半径减小)时,Δrrp应以负值代入公式。
由方程式(11-9)可知,摆线轮的实际齿形决定于rp、rrp、a、zp、Δrp、Δrrp、δ这7个独立参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





