【学习目标】
1)掌握数控车床液压系统的分析与应用。
2)了解数控车床液压系统的常见故障及其排除方法。
【任务描述】
学会选用正确的液压元件搭建组合数控车床液压系统,并进行分析和故障诊断。
【知识准备】
一、数控车床简介
数控车床主要用于轴类和盘类回转体零件的加工,能够自动完成外圆柱面、锥面、螺纹等的切削加工,并能进行切槽、钻孔、扩孔、铰孔等,特别适宜于形状复杂的零件的加工。图4-3所示为常用的数控车床外形实物图。
二、数控车床液压系统原理分析
数控车床由液压系统驱动完成的动作,主要有车床卡盘的夹紧和松开、卡盘夹紧力的高低转换、回转刀架的松开和夹紧、刀架刀盘的正转反转、尾座套筒的伸出与退回等,液压系统中各电磁铁的顺序动作是由数控系统的PLC控制实现的。图4-4所示为数控车床液压系统原理图。
1.卡盘(正卡)的夹紧与松开

图4-3 常用的数控车床外形实物图
主轴卡盘的夹紧与松开,由电磁换向阀1控制。卡盘的高压与低压夹紧转换,由电磁换向阀2控制。
1)当卡盘处于高压状态时,夹紧力的大小由减压阀6来调节。
①卡盘夹紧时,1YA通电、3YA断电,活塞杆左移,油路为:
进油路:液压泵→减压阀6→电磁换向阀2→电磁换向阀1→夹紧缸右腔。
回油路:夹紧缸左腔→电磁换向阀1(左位)→油箱。
②卡盘松开时,2YA通电,活塞杆右移,油路为:
进油路:液压泵→减压阀6→电磁换向阀2→电磁换向阀1→夹紧缸左腔。
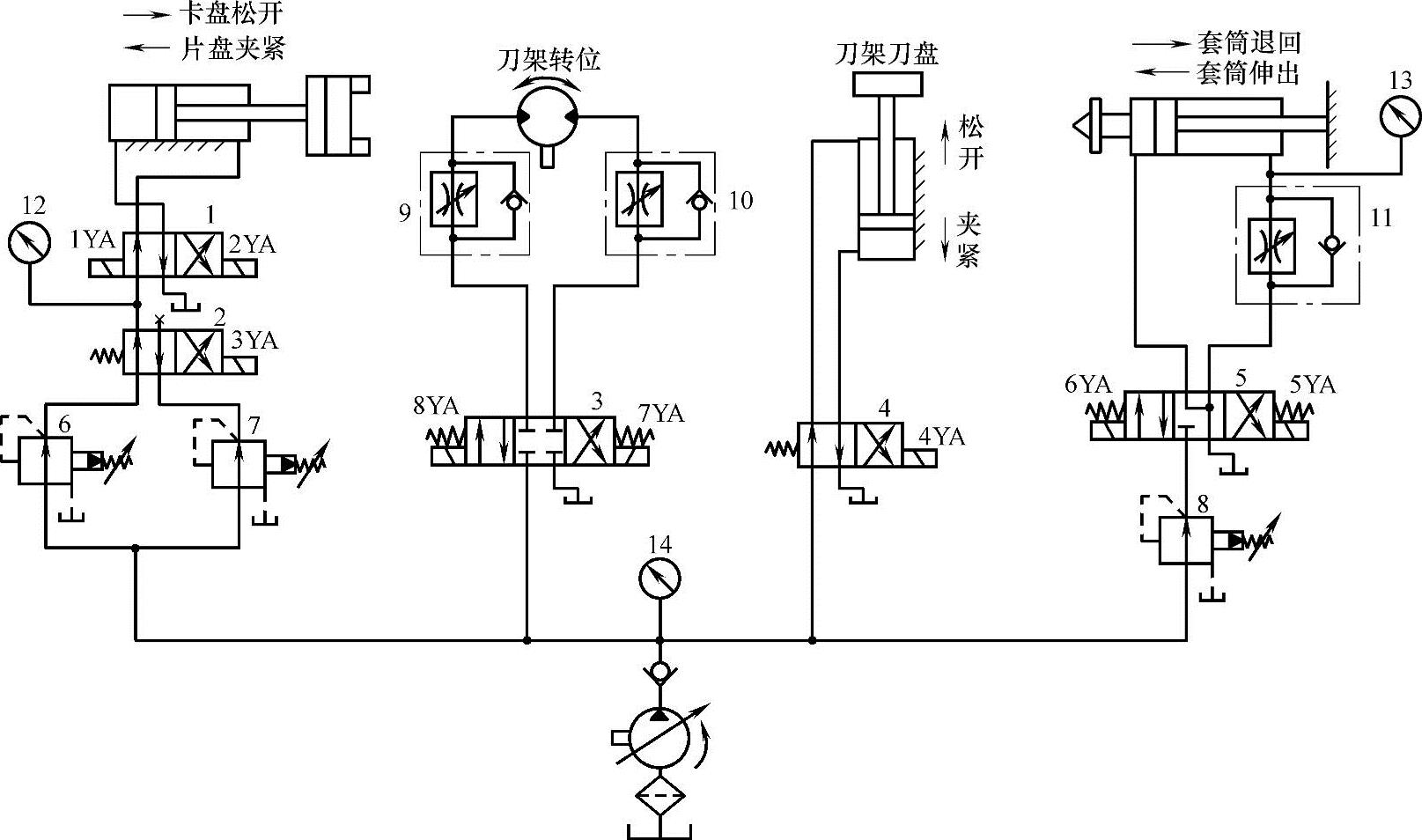
图4-4 数控车床液压系统原理图
1~5—电磁换向阀 6~8—减压阀 9~11—单向调速阀 12~14—压力表
回油路:夹紧缸左腔→电磁换向阀1(右位)→油箱。
2)当卡盘处于低压状态时,夹紧力的大小由减压阀7来调节。
①卡盘夹紧时,1YA通电、3YA通电,活塞杆左移,油路为:
进油路:液压泵→减压阀7→电磁换向阀2→电磁换向阀1→夹紧缸右腔。
回油路:夹紧缸左腔→电磁换向阀1(左位)→油箱。
②卡盘松开时,2YA通电、3YA通电,活塞杆右移,油路为:
进油路:液压泵→减压阀7→电磁换向阀2→电磁换向阀1→夹紧缸左腔。
回油路:夹紧缸左腔→电磁换向阀1(右位)→油箱。
③卡盘反卡时,其夹紧、松开的方向与卡盘正卡时的方向相反。
2.回转刀架动作
回转刀架换刀时,首先是刀盘松开,之后刀架转到指定的刀位,最后刀盘夹紧。刀盘的夹紧与松开,由电磁换向阀4来控制。刀盘可正反转,由电磁换向阀3控制,其转速分别由单向调速阀9和10调节控制。
1)当刀架要旋转时,4YA要先通电,刀盘松开。
①刀架正转,8YA通电时,油路为:
进油路:液压泵→电磁换向阀3→单向调速阀9→液压马达。
②刀架反转时,7YA通电,油路为:
进油路:液压泵→电磁换向阀3→单向调速阀10→液压马达。
2)当刀盘夹紧时,4YA断电。
3.尾座套筒伸缩动作
尾座套筒的伸出与缩回由电磁换向阀5控制。
(1)当6YA通电,套筒伸出时,油路为:
进油路:液压泵→减压阀8→电磁换向阀5(左位)→液压缸左腔。
回油路:液压缸右腔→单向调速阀11→电磁换向阀5(左位)→油箱。
(2)当5YA通电,套筒退回时,油路为:
进油路:液压泵→减压阀8→电磁换向阀5(右位)→单向调速阀11→液压缸右腔。
回油路:液压缸左腔→电磁换向阀5(右位)→油箱。
电磁铁动作顺序见表4-3。
表4-3 电磁铁动作顺序表(https://www.daowen.com)
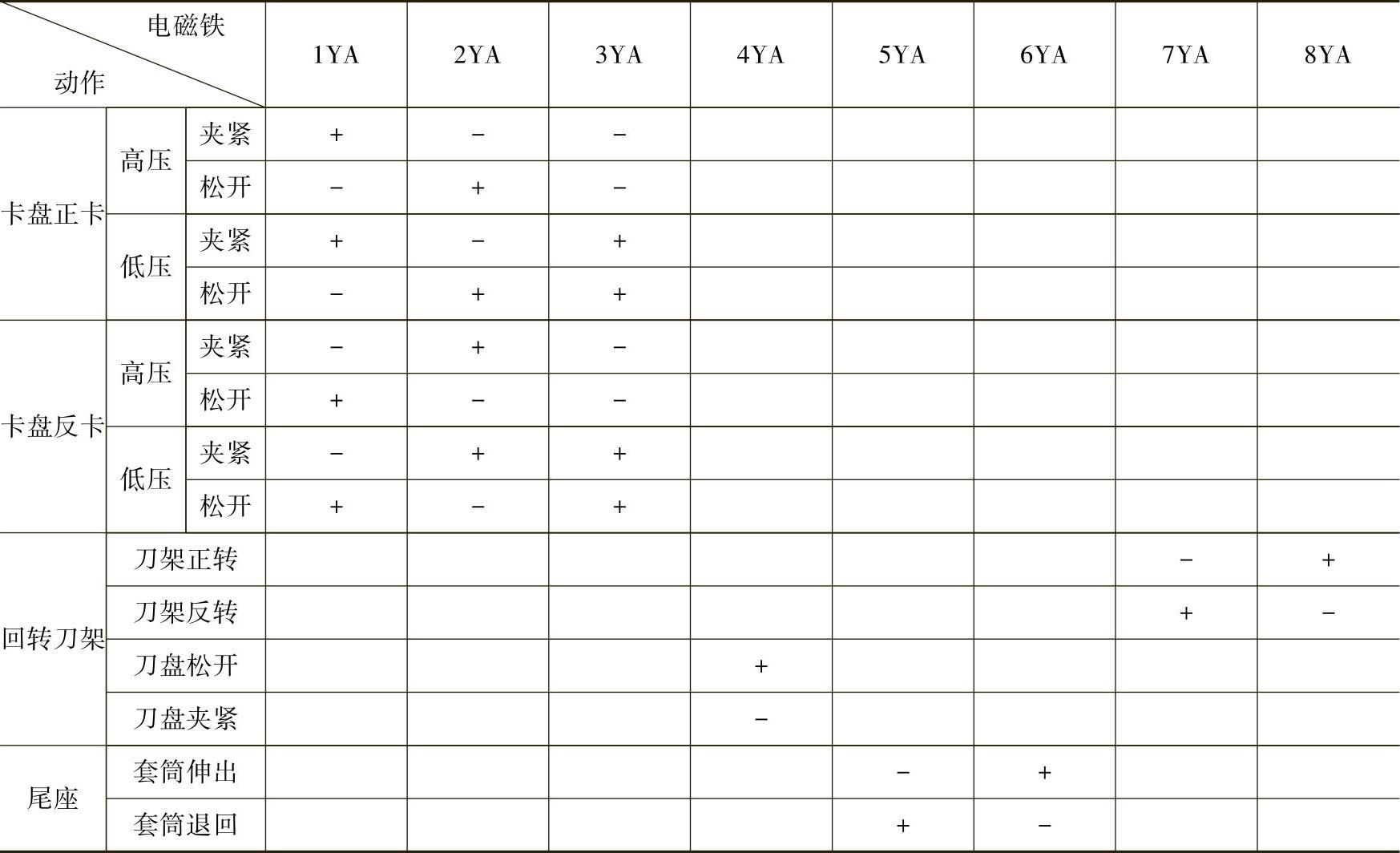
注:“+”表示电磁铁通电,“-”表示电磁铁断电。
【任务实施】
一、设备和工具准备
1)实验用液压元件。
2)工具:内六角扳手2套、固定扳手、螺钉旋具、钳子等。
3)辅料:铜棒、棉纱、煤油等。
二、实施步骤
1.数控车床液压系统的安装
1)液压泵和油箱装置的组装。
2)卡盘卡紧系统装置的组装。
3)尾架顶紧装置的组装。
4)液压总管路的组装。液压总管路是将油箱、液压叠加阀组及各执行机构用无缝钢管和耐油橡胶软管连接起来的总体,以实现液压能的传递,完成车床液压传动系统的功能。
2.数控车床液压系统的压力调整
开动车床后,按系统压力的规定,检查各部分压力,调好后车床才能进行其他工作。各压力数值由压力表读出,不用压力表时,压力表开关转到零位,使压力表处于不工作状态,以保护压力表。
3.数控车床液压系统故障的分析与排除
(1)液压泵不供油和输油量明显减少 原因如下:
1)液压泵电动机反转。
2)液压泵中油量不足。
3)吸油管被堵塞。
4)液压泵损坏。
排除方法:变换液压泵电动机接线,检查油位,排除污物,检修液压泵。
(2)系统压力不足 原因如下:
1)液压缸管路接头处有较大的泄漏。
2)阀芯卡死。
3)液压泵配油盘损坏。
4)液压泵密封圈损坏。
5)减压阀阻尼孔堵塞。
排除方法:检修液压泵及减压阀,拧紧管接头。
(3)系统有噪声 原因如下:
1)液压泵叶片卡住或不灵活。
2)液压泵吸入空气。
3)吸油管及过滤器被堵塞。
4)阀振动。
排除方法:排除空气,清洗吸油管及过滤器,检修液压泵及阀。
(4)液压驱动部件运动速度不均或速度过低 原因如下:
1)系统内有空气。
2)液压泵损坏,供油不均。
3)油箱内油量不足。
4)管路泄漏。
排除方法:排除空气,检修液压泵及管路,向油箱内加油。
(5)车床在运行中出现误动作 原因:主要由电磁滑阀造成,有时电磁铁吸不上或放不开。
排除方法:在检修电路的基础上检修电磁滑阀,更换弹簧或电磁铁。
三、任务评价
填写数控车床液压系统的分析和故障诊断任务评价表(表4-4)。
表4-4 数控车床液压系统的分析和故障诊断任务评价表
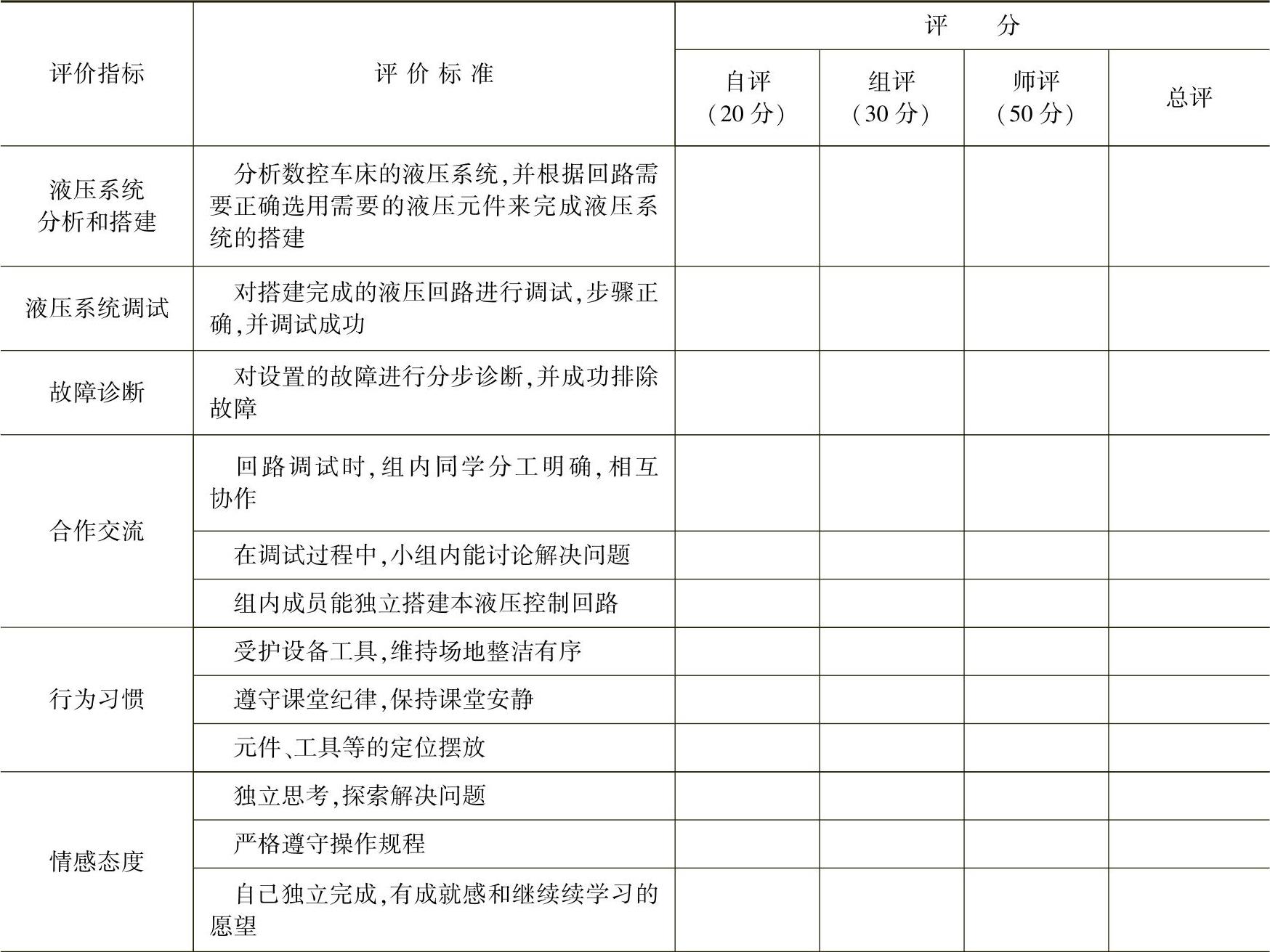
注:评价等级用字母表示,A:90~100分;B:80~89分;C:70~79分;D:60~69分;E:低于60分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




