用高速计数模块(计数单元、内插板)进行高速计数比较控制比较简单。模块本身的功能很强,如要实现图4-50要求的控制,可不必编写像图4-54那样复杂的控制程序,一般讲,做好相应的设定,及根据模块的特点进行一些数据传送就可以了。
1.高速计数模块简介
随着处理脉冲量的应用增加,各PLC厂商开发的高速计数模块、单元及内插板也在增多。而且它的功能在增加,性能也在提高。如:
(1)欧姆龙公司:
它的大、中机都有高速计数模块,有的小型机,如CQM1H也有性能很高的高速计数器内插板,可进行多轴计数。
还如CS1H机有:CS1W-CT042/021等,计数范围为32位,最高频率为500kHz。可提供4或2轴计数。支持多种输入及计数模式。支持4个外部控制输入和16种功能。支持4个外部控制输出和28个内部输出。可进行计数值范围比较、计数值比较、延时、保持、可编程输出和滞后设定。还提供脉冲速度测量和数据记录功能。还可用模块的输入、输出激发PLC CPU中断,因而在高速计数过程中,可及时与CPU交换数据。还可在模块操作时改变设定,即改即用。
再如CJ1H机有:CJ1W-CT021,输入频率可达500kHz,32位计数范围。可2轴计数。提供数字可编噪声滤波器。支持多种输入及计数模式。支持两个外部控制输入和16种功能。支持两个外部控制输出和30种内部输出。可进行计数范围比较、计数值比较、延时、保持、可编程输出和滞后设定。还提供脉冲速度测量和数据记录功能。还可用模块的输入、输出激发PLC CPU中断,因而在高速计数过程中,可及时与CPU交换数据等。
(2)西门子公司:
它的各机型都有高速计数模块。
如S7-300机的高速计数单元有FM350-1、FM350-2、CM35。FM350-1:单通道计数模块,有两个可比较值。最高计数频率为200kHz,32位计数范围。FM350-2:8通道计数模块,两个可比较值。最高计数频率为1000kHz,32位计数范围。CM35:8通道单纯计数模块,两个可比较值。最高计数频率为1000kHz,32位计数范围。
再如S7-400,称为功能模板,有FM450-1、FM450-2、CM35。FM450-1为两通道,两个可比较值。最高计数频率为200kHz,32位计数范围。
(3)三菱PLC
它的各机型也都有高速计数模块。
如FX机,有FX2N-1HC模块,它为1个通道,具有基于硬件比较回路的一致输出和基于软件比较回路的一致输出功能。有两点输出为NPN两点。
再如Q系列机,有QD60P8-G模块,8通道,可接收最高频率为30k脉冲每秒,并带有处理功能。还有QD62,2通道,200k脉冲每秒,也带处理功能,晶体管输出(漏型)。还有QD62D,2通道,500k脉冲每秒,也带处理功能,晶体管输出(漏型)。还有QD62E,2通道,200k脉冲每秒,也带处理功能,晶体管输出(源型)等。详见表4-28。
表4-28 QD62E模块输入输出类型

2.高速计数模块使用
使用高速计数模块进行比较控制,要做的主要工作是,脉冲采集、高速计数器计数、计数值与设定值比较,根据比较结果产生控制输出,以及与PLC CPU交换数据、协调控制等。
为此,首先要根据要求及模块的特性,做好硬件安装、接线及地址、输入模式、计数模式、工作参数等设定,进行相应的配置或组态。为模块正常工作建立条件。
进而要把这些设定、组态传送给模块有关的存储区,并编写好相应的初始化程序。
此外,也还要编写一些模块计数起、停的控制程序,以与其他控制相协调。
再就是,要编写一些与PLC CPU进行数据交换的程序。
最后,为了工作可靠,如需要也可编写一些出错指示及进行诊断程序,为减少出错对系统的影响,并为维修提供必要的出错记录。由于高速计数单元工作频率高,工作过程也较复杂,为了工作可靠,对其进行监控及简单的诊断是必要的。
3.高速计数模块控制实例(www.daowen.com)
图4-56所示为欧姆龙C200H系列PLC使用C200H高速计数模块的例子,用以控制剪接材料的长度。
图中1为导轮,由电动机带动。旋转时,可使材料从卷料中绕出,并送向切刀7。2为旋转编码器,随着细杆送进,而发出计数脉冲。经信号线送高速计数单元。高速计数单元依计数情况,可产生#0、#1、#2及#4输出,以分别控制制动松开和电动机工作、低速到高速转换、高速到低速转换及制动和切刀切下等动作。
本例的硬件设定为机号为1,模式为3,背板上DIP开关针3、5 ON,其他OFF。设成内部复位有效及输入脉冲乘2。
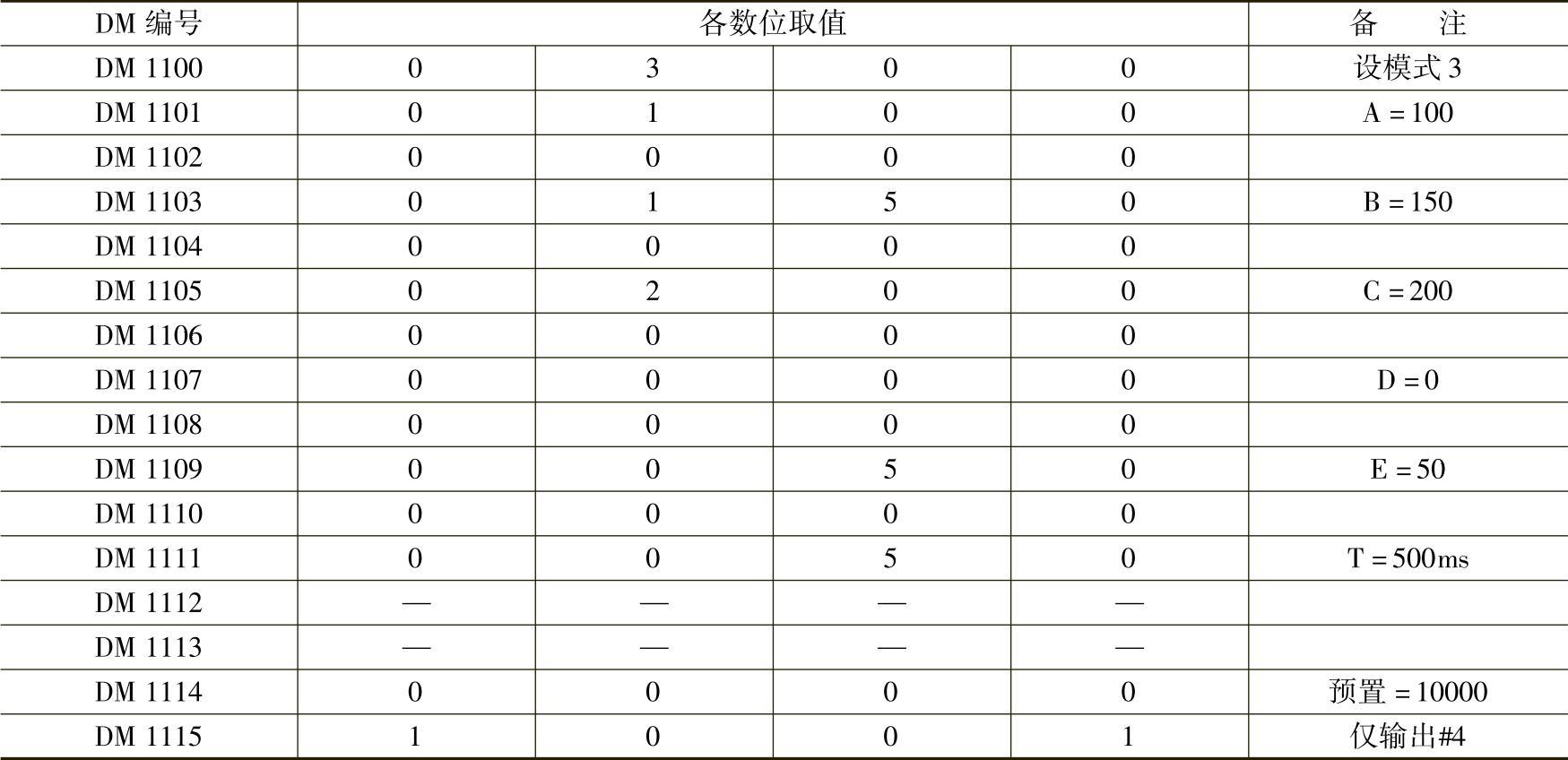
软件设定:主要针对DM,因机号为1,故占用的DM是DM1100~DM1199。
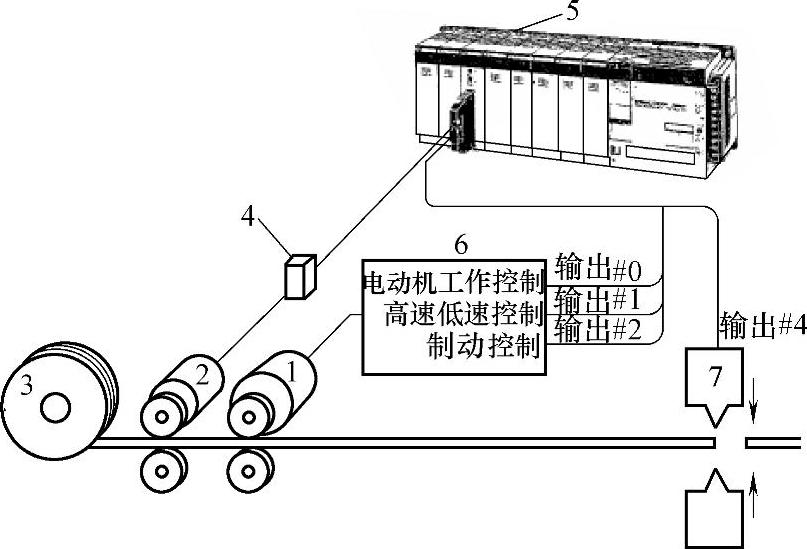
图4-56 高速计数模块使用实例
1—导轮 2—编码器 3—卷料 4—编码器用接线器 5—高速计数模块 6—电动机控制器7—切刀
图4-57所示为工作过程的信号波形。表4-29所示为该图中有关参数选定。所有参数的单位都是毫秒。如A100毫秒,其对应的计数值应是100乘脉冲频率,再乘1000。
参数值的选定与准备剪切材料的长度,工艺参数有关。这也是程序调试过程要解决的问题。
它的4个输出为#0 ON对应于刹车松开和电动机起动:#1 ON时为快速;#2 ON时制动。到给定位置,即计数值为零时,#4输出ON,使切刀切下。
DM区设定见表4-30。
与上述对应的梯形图程序如图4-58所示。
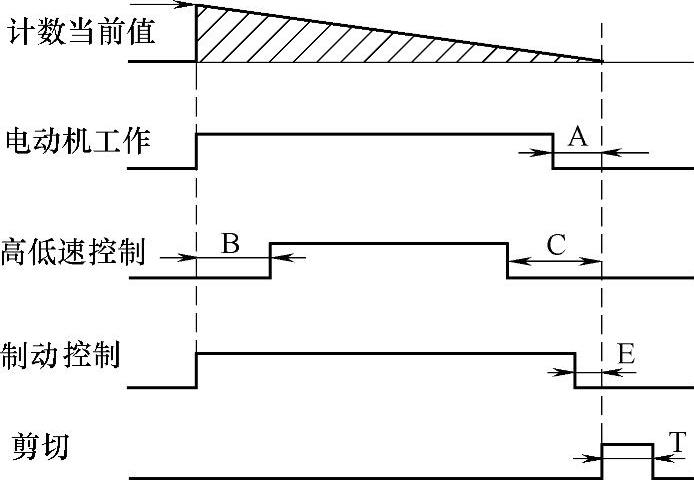
图4-57 工作过程信号波形
表4-29 参数值
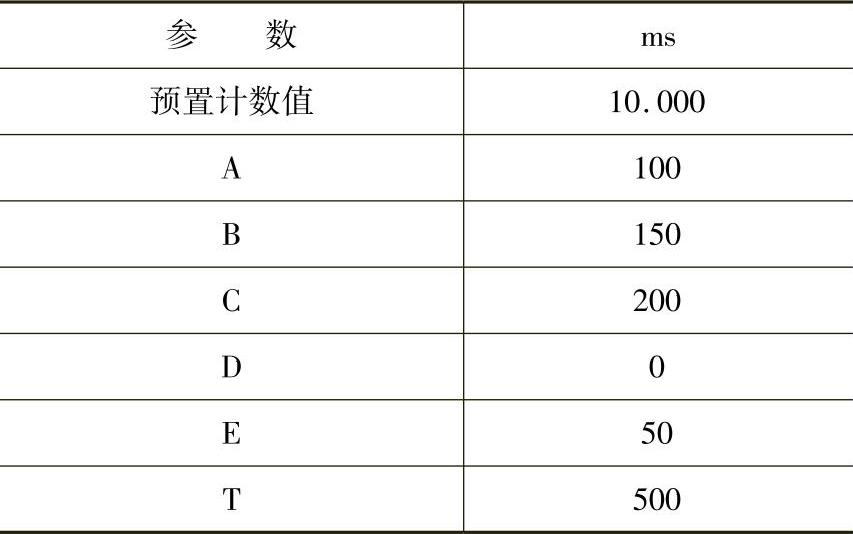
表4-30 DM字设置
从图4-58可知,这个梯形图程序不复杂。“复位按钮”按下,110.06 ON,使计数器及输出位复位。“起动按钮”按下,110.00 ON,使计数起动。“常通标志”,使110.02 ON,使输出使能……输出0、1、2、4是高速计数单元的输出点的输出,PLC无须,也不可能用程序去控制。
为了检测工作后,什么时候完成,用微分下降指令检测输出4(控制切刀动作的)从ON到OFF(表明整个工作完成),其操作数为30.00。工作完成,它将ON一个扫描周期。这足以使30.01ON,并自保持。这表明操作完成。重新起动时,110.00的常闭点断,使30.01复位。
从上例可知,高速计数模块比较控制程序设计的工作量不大。主要工作是硬件、软件设定及参数选择。很多经验证明,首先,要设定好,不出现报警,确保脉冲数读入。其次,是参数选定,能进行比较及产生控制输出。
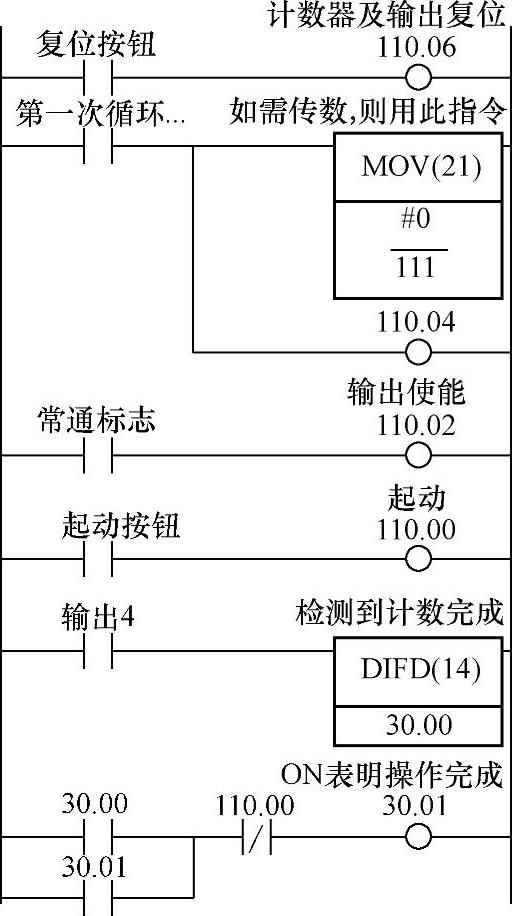
图4-58 起动结束梯形图程序
提示:本例用的为C200H机的高速计数模块。其他机型的模块很多,也都可使用。但模块的功能、特性、内部器件及输入、输出地址及使用细节可能有所区别。使用时可参考有关手册操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





