1.预测控制(PredictiveControl)的产生
20世纪60年代初形成的现代控制理论,在航天领域取得了辉煌成果,利用状态空间法分析和设计系统,提高了对被控制对象的洞察能力,提供了在更高层次上设计控制系统的手段。但是它在工业过程控制应用中遇到了三大困难:
1)没有或极难找到精确的数字模型。
2)被控制对象的结构、参数和环境具有很大的不确定性。
3)要求控制手段经济性。
这三大难题阻碍了现代控制理论在复杂工业过程中的有效应用。这个工业实践向控制理论的挑战促使预测控制,一种新型的基于计算机的控制的诞生。
预测控制采用多步测试、滚动优化和反馈校正等控制策略,因而控制效果好,适用于控制不易建立精确数字模型,且比较复杂的工业生产过程,所以它一出现就受到国内外工程界的重视,并已在石油、化工、电力、冶金、机械等工业部门的控制系统得到了成功的应用。
20世纪70年代,人们除了加强对生产过程的建模、系统辨识、自适应控制等方面的研究外,开始打破传统的控制思想的观念,试图面向工业开发出一种对各种模型要求低、在线计算方便、控制综合效果好的新型算法。
在这样的背景下,预测控制的一种,也就是模型算法控制(MAC-Model Algorithmic Control)首先在法国的工业控制中得到应用。因此预测控制不是某一种统一理论的产物,而是工业实践中逐渐发展起来的。同时,计算机技术的发展也为算法的实现提供了物质基础。
现在比较流行的算法包括有:模型算法控制(MAC)、动态矩阵控制(DMC)、广义预测控制(GPC)、广义预测极点(GPP)控制、内模控制(IMC)、推理控制(IC)等。
20世纪70年代在美、法等国的工业过程领域内出现了一类新型的计算机控制方法,即预测控制,在锅炉、分馏塔及石油加工生产装备上获得了成功应用。现已有成熟的商品软件包供应。我国在齐鲁石化首先引进了这一软件,应用很成功。
2.预测控制的基本思想
预测控制是一种基于模型的控制算法,这一模型称为预测模型。预测模型的功能是根据被控对象的历史信息和未来输入,预测其未来输出。
输入控制量为阶跃函数或脉冲函数。被控量(输出)的采样值为
ai=a(iT)i=0,1,…,N
其中,T为采样周期,当t=NT时,认为系统的输出值已稳定。向量[a0,a1…,aN]T称为模型向量(非参数模型),N称为建模时域。同时认为系统是线性的,满足叠加原理
若f(t)=y(t)(https://www.daowen.com)
则αf(t)+βf(t)=(α+β)f(t)
其意义是可以根据所加控制量,利用模型向量计算出(预测)被控量(输出)。
预测控制是一种优化控制算法,通过性能指标的最优来确定未来的控制量。这一性能指标涉及系统未来的行为。
1)根据实践经验,提出系统输出的曲线形式。
1)确定一系列优化性能指标。
2)根据优化性能指标求出M个未来时刻的控制量,只用下一时刻的控制量去实际控制。
预测控制是一种闭环控制算法。在通过优化确定了一系列未来的控制量后,为了防止模型失配或环境干扰引起控制对理想状态的偏离,预测控制通常不把这些优化计算出的控制量逐一全部实施,而只是实现本时刻的控制量。到下一时刻,首先检测被控对象的实际输出,利用这一实时信息对基于模型的预测进行修正,然后再进行新的优化。
反馈校正的形式多种多样,如可以把预测值和实际测量值的差(即预测误差)加权后与下一时刻的预测值的和作为下一时刻的真正预测值来优化计算控制量。使得优化不仅基于模型,而且利用了反馈信息,构成了闭环优化。
下面以模型算法控制为例子来说明预测控制的基本原理,如图3-99所示。
模型算法(MAC)控制主要包括内部模型、反馈校正、滚动优化和参数输入轨迹等几个部分。它采用基于脉冲相应的非参数模型作为内部模型,用过去和未来的输入输出状态,根据内部模型,预测系统未来的输出状态。经过用模型输出误差进行反馈校正以后,再与参考轨迹进行比较,应用二次型性能指标进行滚动、优化,然后再计算当前时刻加于系统的控制,完成整个动作循环。
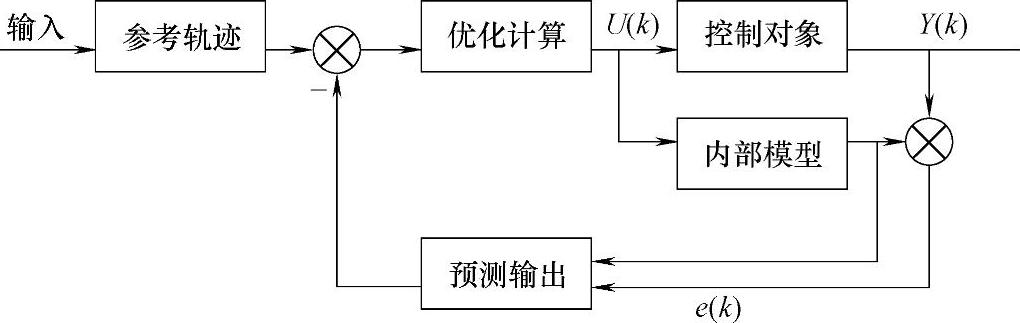
图3-99 预测控制基本原理
3.预测控制应用
预测控制伴随着工业的发展而来,所以,预测控制与工业生产有着紧密的结合,火电厂钢球磨煤机是一个多变量、大滞后、强耦合的控制对象,其数学模型很难准确建立。而目前国内火电厂所装设的控制器大部分是PID控制器。由于系统各变量耦合严重,PID控制器很难适应,致使钢球磨煤机不能投入自动运行。曾有人用8051单片机加上A/D 8路接口及其接口电路,再加上控制键和显示器,组成了预测控制器。在采用了MAC算法之后,就能够弥补PID控制器的不足。
8051单片机加上A/D 8路接口及其接口电路能做到的,功能比起它要强大得多的PLC难道做不到吗?
预测控制具有适应复杂生产过程控制的特点,具有强大的生命力。可以预言,随着预测控制在理论和应用两方面的不断发展和完善,它必将在工业生产过程中发挥出越来越大的作用,展现出广阔的应用前景。而且,目前已有公司,如Emerson Process Management公司,就开发有专门软件,如该公司的DeltaV PredictPro多变量、模型预估控制(MPC)软件,能提供实用的模型算法控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




