动作控制是很常见的控制逻辑。只要用这里的“动作”去控制对应输出点,再用对应的输入点去控制这里的“动作完成”,就可实现如机床刀架运动那样部件的自动控制。
还要指出的是,动作控制也可插入定时控制。如用某“动作”去控制某输出点的同时,还去起动一个定时器,令其计时,再用该定时器计时到信号作为该动作完成信号,则这一动作就是定时控制。这种逻辑也是用得很多的。
1.半自动工作
图1-153所示为半自动工作的“动作完成控制”梯形图程序,操作数也是用符号地址。
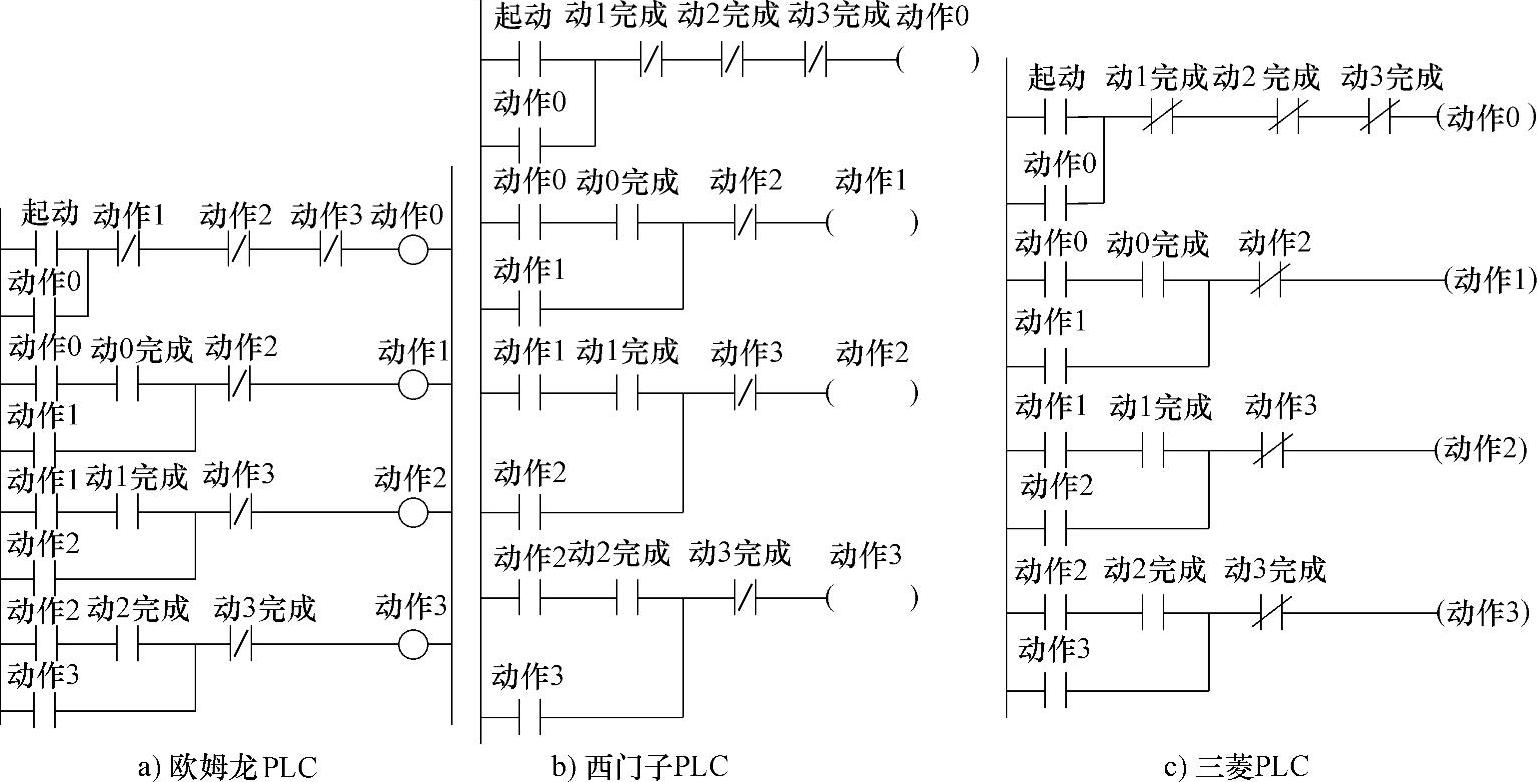
图1-153 动作半自动控制程序
从图知,“起动”ON后,“动作0”ON,并自保持。这里把“动作1”、“动作2”、“动作3”的常闭触点串入,目的是一旦进入工作,而又未完成所有动作,则不允许“动作0”再被起动。
“动作0”ON后,则执行与“动作0”信号对应的动作,直到这个动作完成。当PLC检测到“动作0完成”信号,即“动作0完成”ON,则“动作1”ON,并自保持。这将起动与其相应的动作。另外,“动作1”ON,还使“动作0”OFF,则与“动作0”有关的动作将停止。
动作1完成,也将起动动作2……直到动作3完成,则程序回到原状态。
由以上分析可知,此程序实现的动作转换,是半自动控制。
2.自动工作(www.daowen.com)
图1-154所示为自动工作的“动作完成控制”梯形图程序,操作数也是用符号地址。
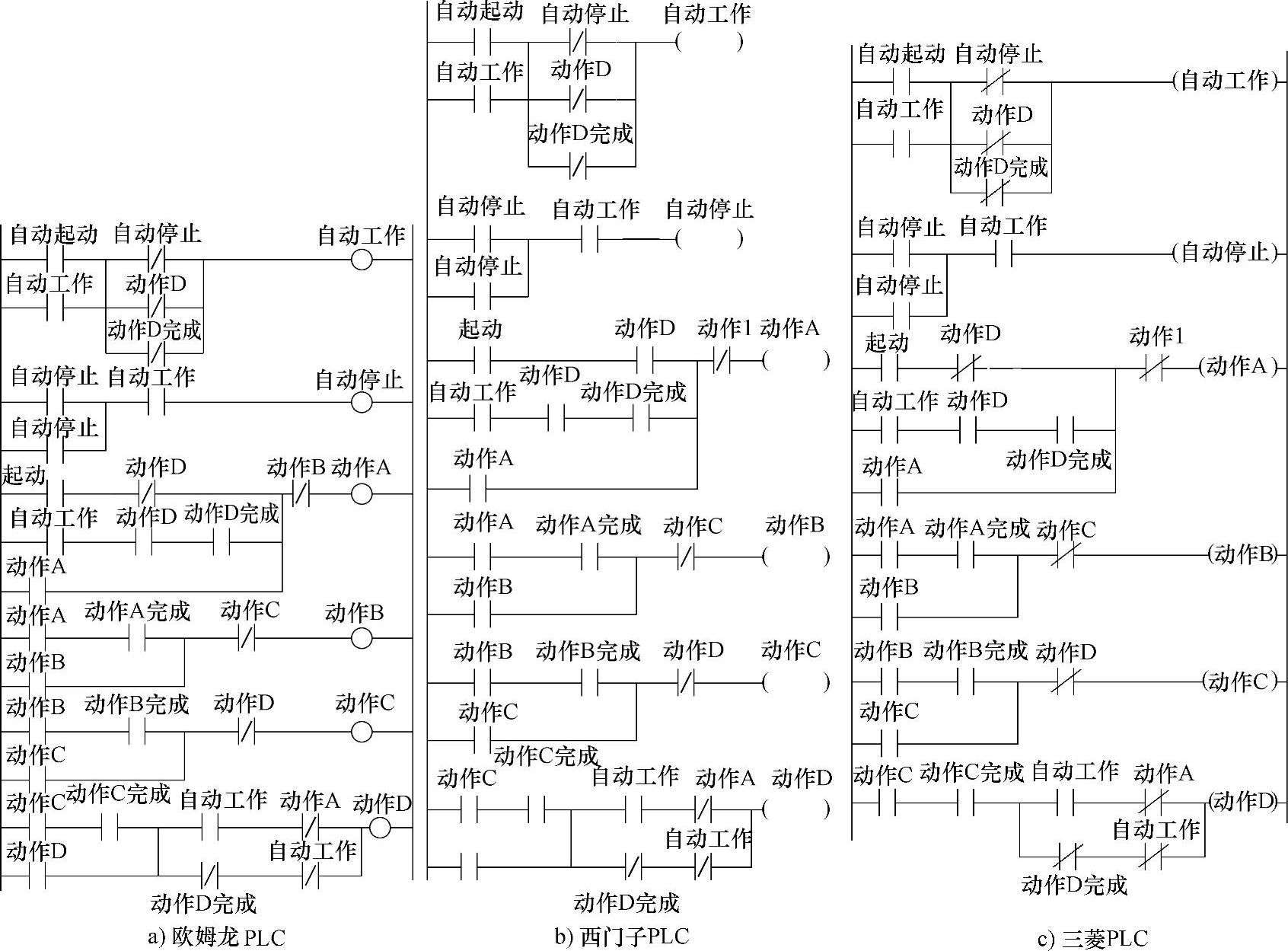
图1-154 动作完成控制程序
从图知,这里多了“自动起动”、“自动停止”及有关信号。“自动起动”ON,将使“自动工作”ON,并自保持。如“自动工作”ON,且“自动停止”ON,将使“自动停止”ON,并自保持。
当未起动“自动工作“时,此程序与”半自动“程序是完成相同的。只是这里用了“AB-CD”,而图1-153程序用的是“0123”。
当起动了“自动工作”时,“动作D完成”ON,将起动“动作A”,再由“动作A”的常闭触点去使“动作D”OFF。起动“动作A”,意味着新的循环开始。
这时,若要停止继续工作,可使“自动停止”ON。“自动停止”ON,将使“自动停止”ON,并自保持。若如此,则在“动作D完成”ON时,将使“自动工作”OFF。这意味着,这时“动作A”不能再起动。而“自动工作”OFF也使“自动停止”失去自保持,程序将回到原状态。
可知,此程序进入“自动工作”后,动作是周而复始地自动执行着。而要退出“自动工作”,则应使“自动停止”ON。而且,要到所有动作完成后,即动作D完成后,才能完全退出“自动工作”,并停止所有动作。
这种动作控制程序使用步进指令实现也是很方便的。这将在本书第2章分散控制时再作进一步介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






