在钣金折弯(Bend)的过程中,钣金件折弯处的金属材料会被拉伸,因此材料的长度会增加;反之,折弯的钣金被展平(Unbend)时,其材料会被压缩,也就是材料的长度会减少。钣金折弯和展平过程中,材料长度变化的幅度受到下列因素的影响:材料类型(金相结构)、材料厚度、折弯的角度、材料热处理及加工的状况。在Creo中进行钣金折弯或展平时,系统都会自动计算材料被拉伸或压缩的长度,从而用户可方便地获取钣金折弯处的展开长度。
计算钣金展开长度的公式为
L=(0.5×Pi×R+Y×T)×θ/90
式中 L──钣金折弯处的展开长度(Developed Length);
Pi──Pi=π=3.1416;
R──折弯处的内侧半径值(Inner Radius);
T──钣金的壁厚;
θ──折弯角度,其单位为度;
Y──折弯系数,是一个固定的常数,一般将其定义为从折弯内侧到折弯中性线的距离与钣金件厚度之比,默认值为0.5;折弯中性线是当钣金折弯时,板材中不变形的那条圆弧线,如图6.4.1所示在有些钣金展开长度的计算中,常用K系数代替。
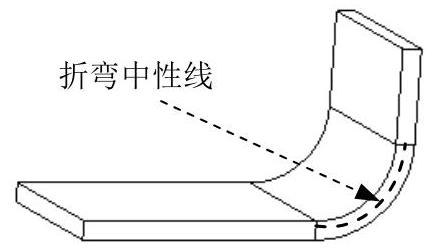
图6.4.1 折弯中性线的位置
Y系数与折弯系数之间的转换关系:Y=(Pi/2)×K。
K系数是中性折弯线所在的位置定义的一个重要参数。(www.daowen.com)
在实际钣金件的设计与加工过程中,用户可根据实际材料的特性、加工状况,重新设置Y系数或K系数的值,以使展开长度的理论计算值与实际值相近。下面介绍设置Y系数的两种操作方法。
方法一:
在“模型属性”对话框的 区域选择
区域选择 命令设置Y系数。在钣金件的创建过程中,可随时利用此方法更改Y系数的大小。每个独立的钣金件可以定义不同的Y系数。下面介绍其操作方法。
命令设置Y系数。在钣金件的创建过程中,可随时利用此方法更改Y系数的大小。每个独立的钣金件可以定义不同的Y系数。下面介绍其操作方法。
Step1.通过新建一个钣金件或打开一个已有的钣金件,进入钣金设计环境。
Step2.选择下拉菜单


 命令,系统弹出“模型属性”对话框,在“模型属性”对话框中单击
命令,系统弹出“模型属性”对话框,在“模型属性”对话框中单击 区域中
区域中 后面的
后面的 选项,系统弹出图6.4.2所示的“钣金件首选项”对话框。
选项,系统弹出图6.4.2所示的“钣金件首选项”对话框。
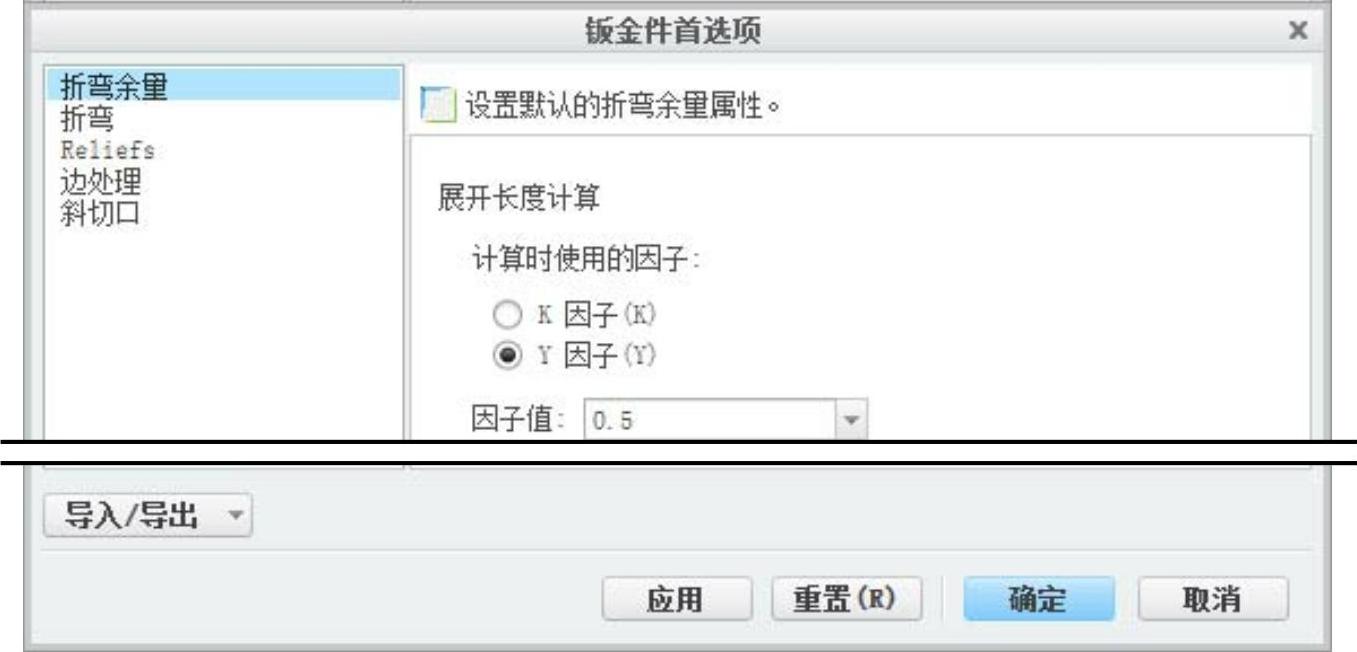
图6.4.2 “钣金件首选项”对话框
Step3.在该对话框的 区域中选中
区域中选中 单选项,然后在
单选项,然后在 文本框中输入Y因子值为0.5。
文本框中输入Y因子值为0.5。
Step4.单击该对话框中的 按钮,系统便自动计算并修正模型所有折弯的展开长度。
按钮,系统便自动计算并修正模型所有折弯的展开长度。
方法二:
通过配置文件config.pro中的选项initial_bend_y_factor设置Y系数。当该选项被赋予新值并将config.pro文件保存后,每次打开钣金件后,系统会自动读取config.pro文件中选项initial_bend_y_factor的值。这是一种永久性修改Y系数的方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





