织物在染整加工中始终处在经向拉伸状态,使织物经向伸长纬向收缩,这样制成成品后缩水率很高,为此要经过预缩处理才能成为成品。
预缩机通常由进布→给湿→加热→纬向拉宽→三辊预缩→松式烘干→落布等单元组成。预缩加工主要在三辊预缩机上完成,三辊橡胶毯预缩机的构成如图8-11所示。
当织物进入加热辊与胶毯的接触面时,由于胶毯内侧的收缩作用,使紧贴在它上面的织物一起收缩,并被加热辊熨烫,达到预缩效果。显然,由于机械预缩机的特殊加工工艺,前后两单元机之间不允许设置松紧架之类的检测环节,并且为了达到预定的预缩效果(预缩量),运行中必须能正确地控制预缩单元的进布速v1与出布速v2的速差,从而实现工艺所要求的预缩量控制。
德国门富式机械预缩机采用数字调速系统实现预缩量控制,其控制系统原理如图8-12所示。图8-12中,GD为给定积分器,VFC为压频变换器,它将输入的给定电压转换成给定频率fg,作为全机的总给定。fg经可控分频器输出各单元机所需的分给定频率f′g1、f′g2……,所以GD、VFC与可控分频器一起构成高精度可调频率源,而f′g1与反馈频率ff1一起加入可逆计数器,其结果经D-A转换输出,构成数字稳速系统。只要调节各单元机的频率给定fg′,即可控制各单元机之间的速差。这里把预缩单元作为主令机,其余为从动机。只要调节RP2,使拉幅单元的频率给定f′g2大于预缩单元的频率给定f′g3即可实现预缩运行。
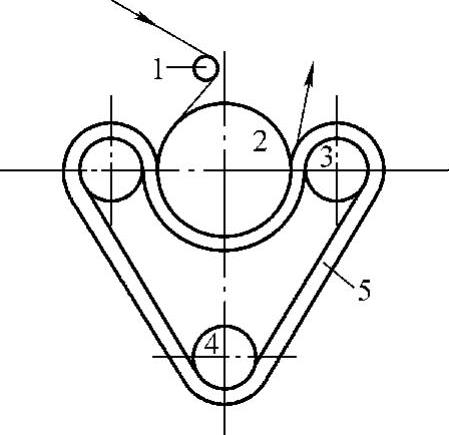
图8-11 三辊橡胶预缩机的构成(https://www.daowen.com)
1—进布加压辊 2—加热承压辊 3—出布辊 4—橡胶毯调节辊 5—橡胶毯
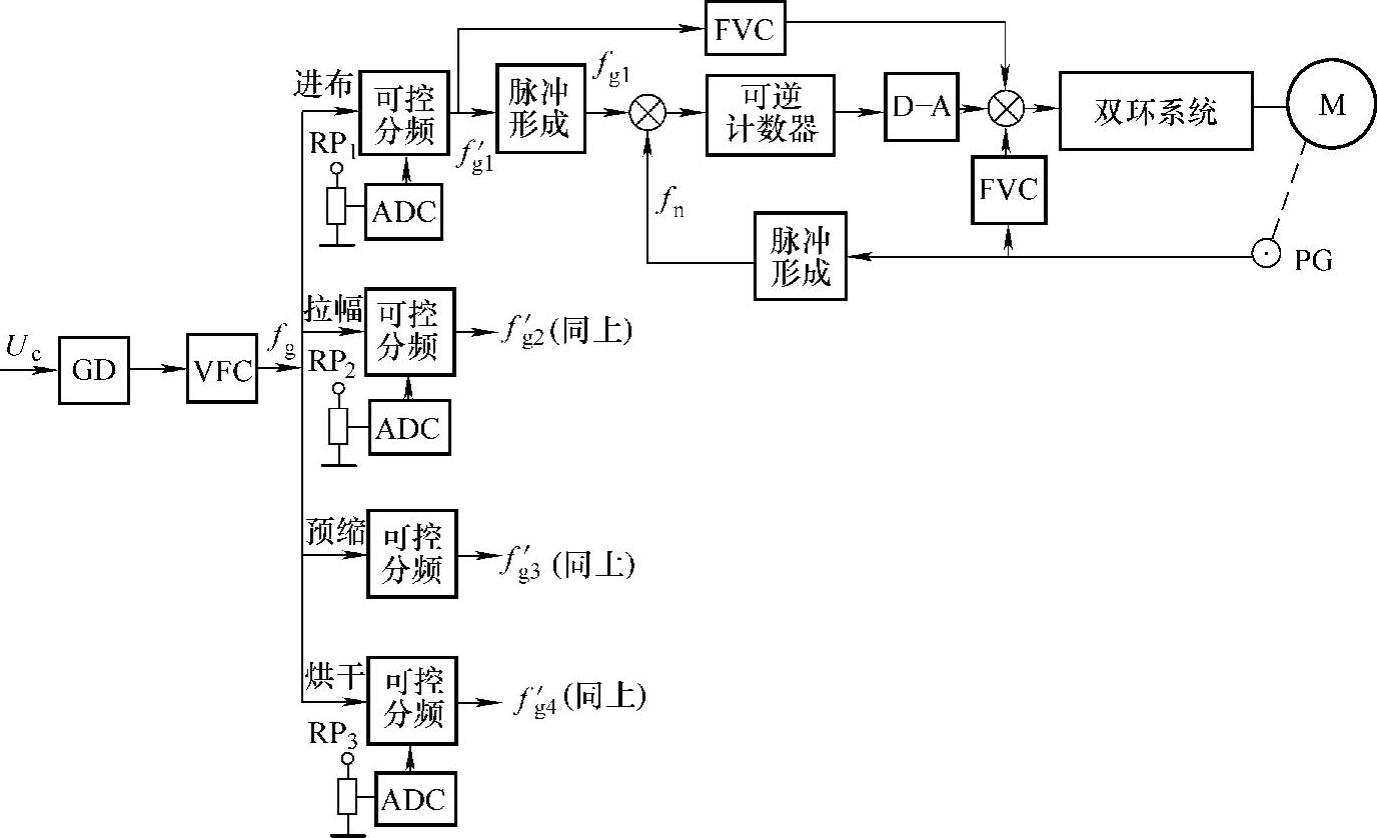
图8-12 门富式机械预缩机控制系统原理图
图8-12所示的控制系统与前面介绍的热定型机中的超喂控制系统的原理完全一样。实际上预缩控制和超喂控制一样,都是传动单元的速差控制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





