振动送料装置在自动化生产设备中占有重要的地位,它是一种高效的供料装置。振动送料装置的结构简单,能量消耗小,工作可靠平稳,工件间相互摩擦力小,不易损伤物料,供料速度容易调节;在供料过程中,可以利用挡板、缺口等结构对工件进行定向;也可在高温、低温或真空状态下进行工作。振动送料装置广泛应用于小型工件的定向及送料。
在振动输送物料(件料或散体物)的过程中,不用抓料机构就可以从料斗中选出物料,减小了物料之间的摩擦力,因此能促进物料在料斗中较自由地翻动和移动,能防止选料时损伤物料表面。在许多情况下,可对脆性零件和很薄壁的零件实现供料自动化。
振动料斗可避免物料在料仓或料斗中形成稳“拱”而产生阻塞,在料槽上的狭槽、台阶、沟槽或斜面上采用简单的结构就可解决毛坯的定向问题而不需要采用特殊的定向装置;使物料在料槽中的运动过程具有万能性和机动性,允许用同一个螺旋料槽输送不同尺寸和形状的零件(垫片、丝锥、钟表上的精细齿轮和轴、集成电路基片等);能解决零件按尺寸来分选以及零件与切屑分离等一系列问题。
目前在自动化生产设备中广泛使用的有直线料槽式振动供料装置和圆料斗式振动供料装置,分别如图3-43、图3-44所示。
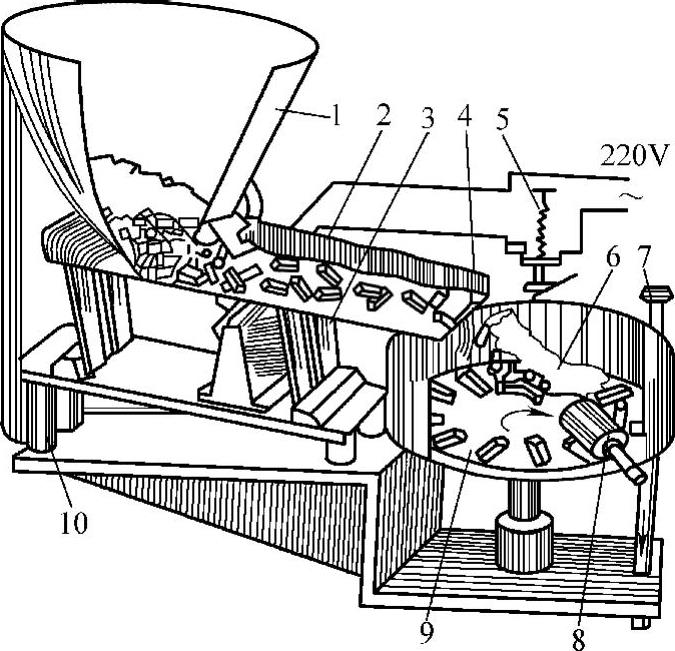
图3-43 直线料槽式振动供料装置
1—料斗 2—直线料槽 3—振动器 4—定向器 5—联锁机构 6—探头 7—顶出器 8—回转刷 9—圆盘 10—缓冲器
(1)工件运动状态分析 如图3-45所示,设一个振动给料器的轨道沿着一个相对水平面成(θ+φ)的倾斜角度的直线轨迹作间歇运动。轨道的倾斜角为θ,φ是轨道与摆动线间的夹角。振动频率f=60Hz,振动角频率ω=2πf。振幅a0和瞬时速度、轨道加速度都可以在横向和轨道法线方向上分解。这些分量称为平行和法向运动,分别用下标p和n表示。在分析中,质量为mp的零件的运动与它的形状无关,同时,空气阻力可以忽略不计。同样还假设零件没有在轨道上沿轨道向下滚动的趋势。
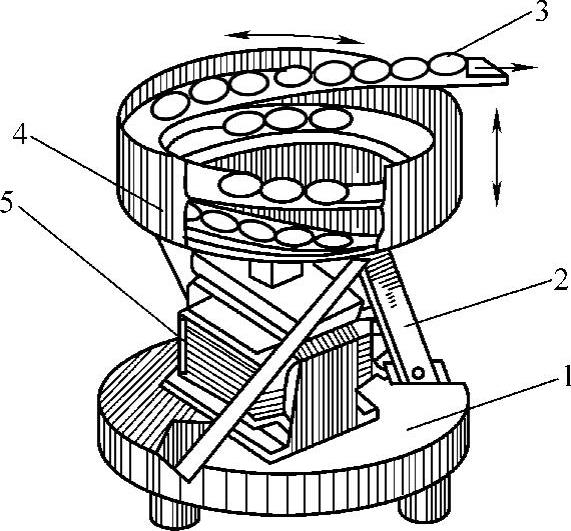
图3-44 圆料斗式振动供料装置
1—底座 2—支撑板弹簧 3—工件 4—圆料斗 5—电磁激振器

图3-45 振动给料器中作用于零件上的力
零件放置在轨道上,振幅从零逐渐增加,分析零件在轨道上的动态特性是有用的。对于小振幅,零件将在轨道上保持不动,这是因为作用在零件上的平行惯性力太小,不能克服零件与轨道间的摩擦阻力F。图3-45给出了当轨道处在它的运动上限时作用在零件上的最大惯性力。这个力分别有平行分量mpa0ω2cosφ和法线分量mpa0ω2sinφ,可以看到,当出现滑动时,有
mpa0ω2cosφ>mpgsinθ+F (3-57)
其中
F=μsN=μs(mpgcosθ-mpa0ω2sinφ) (3-58)
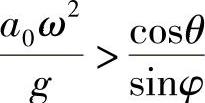
上式中,μs是零件与轨道间的静摩擦因数。因此,联立式(3-57)和式(3-58),可以得沿轨道正向滑动的发生条件,即

与此类似,在振动循环过程中,出现反向滑动的条件为

一个振动式输送器的运行条件可以按照无量纲(量纲为1)轨道法向加速度An/gn来表示,这里,An是轨道法向加速度(An=anω2=a0ω2sinφ),gn是重力法向加速度(gcosθ),g是重力加速度(9.81m/s2)。从而有

把式(3-59)代入式(3-61)中,可得到正向滑动时,有

把式(3-60)代入式(3-61)中,可得到反向滑动时,有
 (https://www.daowen.com)
(https://www.daowen.com)
比较式(3-62)和式(3-63),给出正向输送的限定条件。从而对于正向输送,有

或当θ很小时,有

对于大振幅,在每个循环过程中,零件将脱离轨道,“跳跃”向前。仅当零件和轨道间的法向反作用力N变为零时才会出现这种情况。从图3-45可得
N=mpgcosθ-mpa0ω2sinφ (3-65)
所以,零件脱离轨道时,有
或

从前面的分析可以明确,在每个循环过程中,在零件脱离轨道前,零件正向滑动。
(2)送料率Q的确定 振动料斗的送料率Q(件/min)由下式确定

式中 η——充满系数,即料槽全长上工件占据实际位置的百分数,形状简单而表面光滑的工件,η=0.7~0.9,形状复杂而有毛刺的工件,η=0.4~0.5;
L——沿移动方向上的工件长度(mm);
v平均——工件沿料槽移动的平均速度(mm/s)。
由实验知
v平均=vmaxKv=AωKv=2πfAKv (3-68)
式中 Kv——速度损失系数,它与运动特性有关,取决于工件在料槽上的打滑程度,若工件沿料槽滑移前进,则Kv=0.6~0.7,若工件作跳跃前进,则Kv=0.8~0.82;
vmax——料槽的最大速度(mm/s);
A——沿工件前进方向的料槽振幅(mm);
ω——料槽的角频率(1/s),ω=2πf;
f——振动频率(Hz)。
将式(3-68)代入式(3-67),得送料率

由式(3-69)可见,送料率与振动频率f、振幅A、充满系数η、速度损失系数Kv成正比,与工件长度L成反比。由于L是常数,f不便变更,所以,提高送料率主要是通过增大振幅(如采用较大功率的电磁铁,使振动系统处于共振状态等)和提高速度损失系数Kv。Kv决定于料槽往返振动时速度的差异,以及工件与料槽间的摩擦力,因此,与电流波形和强度、振动系统的刚度、料槽的倾角α、振动升角β和摩擦因数μ等有关。由此可见,要使振动料斗具有高的送料率和良好的工作性能,必须合理地确定参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






