焊接过程中搅拌头的搅拌作用以及摩擦产生的热,会使焊缝各个区域的硬度产生明显的差异。对于同种金属对接接头来说,硬度为近似的W形。焊缝中心是高硬度区域,焊缝两侧的热影响区则是明显的软化区域。对于T形接头来说,在壁板上的硬度分布与对接的相同,但在肋板位置上也存在一个低硬度区域。
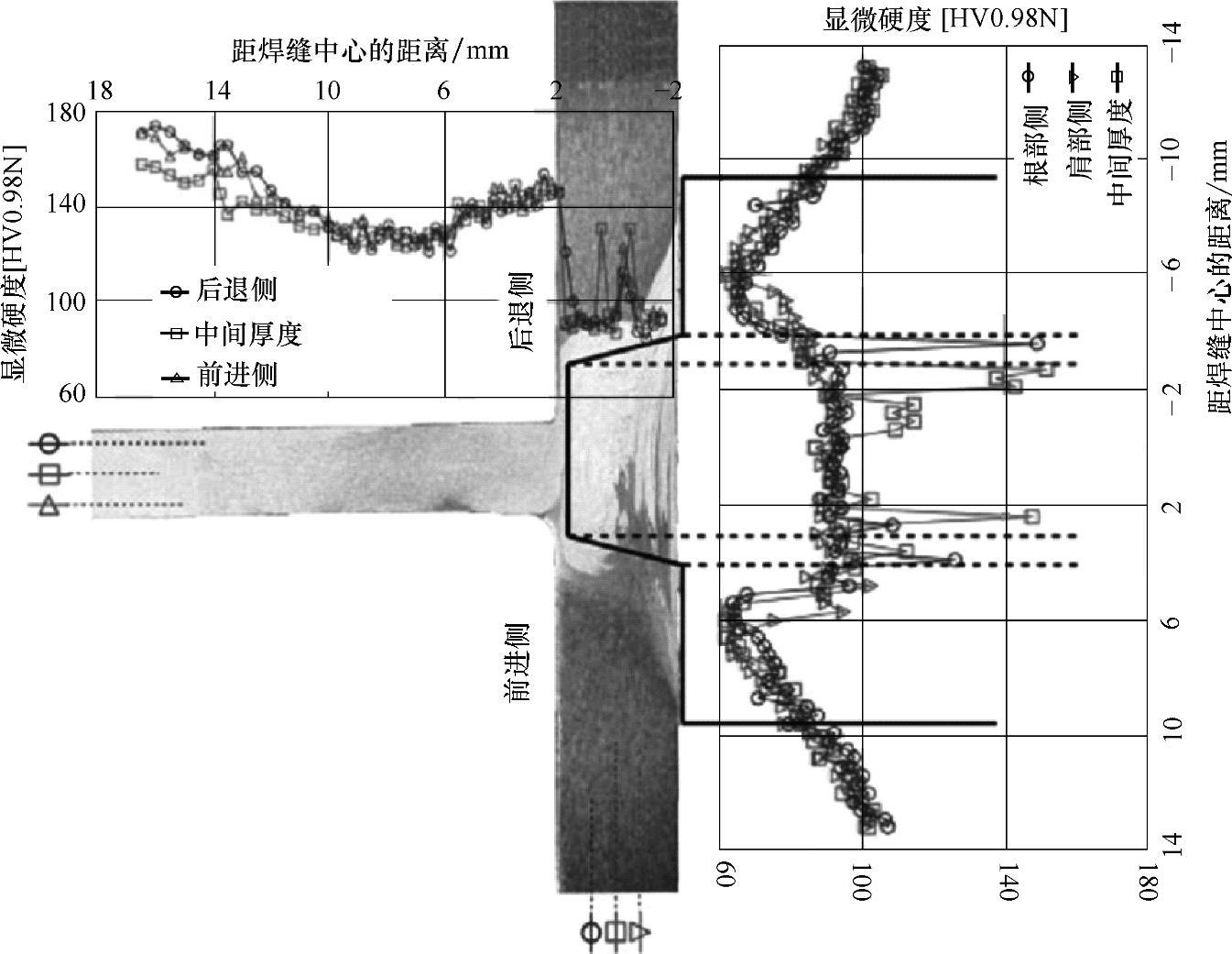
对于异种材料T形接头来说,硬度会出现一些特殊情况。例如由6056-T4壁板和7075- T6肋板组成的T形接头上各取3个不同位置进行显微硬度测试。结果显示不同材料的壁板硬度与肋板硬度差异明显,热影响区硬度显著降低,但在焊核区因两种金属的不均匀混合,出现了多个硬度不同的峰值;肋板位置硬度呈V形分布,如图8-55所示。
对于T形接头来说,由于其结构的特殊性及应用的场所不同,存在多种不同加载方式,如沿肋板(L)方向和壁板(T)方向等。
沿肋板方向拉伸时,材料不同,即使采用同一焊接参数进行焊接所得到的接头力学性能差别很大,对于同一材料采用不同的焊接参数其力学性能也不同。例如采用直径为24mm和12mm的双轴肩搅拌头焊接2024与7175组成的T形接头时,转速为340r/min、焊接速度为50mm/min时抗拉性能最好,可以达到2024的70%,当焊接速度变为100mm/min或减小到35mm/min时,接头的强度均有所下降。对2024和7075异种材料T形接头进行焊接,采用的轴肩为19mm,当焊接参数采用转速为715r/min、焊接速度为50mm/min时,所得焊接接头强度与17mm轴肩对应下的转速为500r/min、焊接速度为25mm/min时强度相当,且这两种不同参数下均无缺陷,因此采用大轴肩可以适当提高焊接速度但仍能达到较高的强度。
 (https://www.daowen.com)
(https://www.daowen.com)
图8-55 T形接头硬度分布
对6082-T6搅拌摩擦焊T形接头抗弯性能与挤压T形件和MIG焊T形接头进行对比,结果表明:虽然采用MIG焊和搅拌摩擦焊所得T形接头的抗弯强度与挤压件相比有所下降,但前两种焊接获得的接头的弹性阈值和塑性要好于挤压T形件。专门探讨焊接参数对抗弯性能影响时,发现搅拌头的前进角对抗弯强度的影响较大。前进角为1.5°和4.5°时抗弯强度都要比3°的低。结合旋转速度和焊接速度影响,当采用倾角为3°、转速为1000r/min、焊接速度为150mm/min时,接头的抗弯性能最好,可以达到挤压件的70%。
对于AA6056T-4壁板和AA7075-T6肋板组成的T形接头,沿壁板方向加载时,由于接头中混有高硬度的7075铝合金,T形接头的韧性明显下降,但T形接头的屈服强度系数为6056屈服强度的81.8%,为6056抗拉强度的73.2%,与6056对接接头系数的81.5%和76.9%类似;垂直于壁板方向加载时,T形接头所能承受的最大弯曲载荷只有6056对接的一半。同时疲劳试验显示,应力比R=0.1下的疲劳强度与母材的疲劳强度相比明显下降,与对接接头相比同样降低。其原因是与T形结构中存在的固有应力集中有关。如果要改善T形接头的疲劳性能,则需要进行焊后热处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




