【摘要】:T形接头角接焊接时需配备专用搅拌工具。T形接头搅拌摩擦焊接过程中需要特制的夹具来固定构件。无论是采用角接型T形固定夹具还是采用穿透型T形接头夹具,都要考虑T形接头的承载方式、被焊接材料的力学性能以及焊缝成形的难易程度,进而设计一个行之有效的焊接方案。图8-50 两种不同夹具的焊接示意图a)角接型T形接头焊接过程 b)穿透型T形接头焊接过程
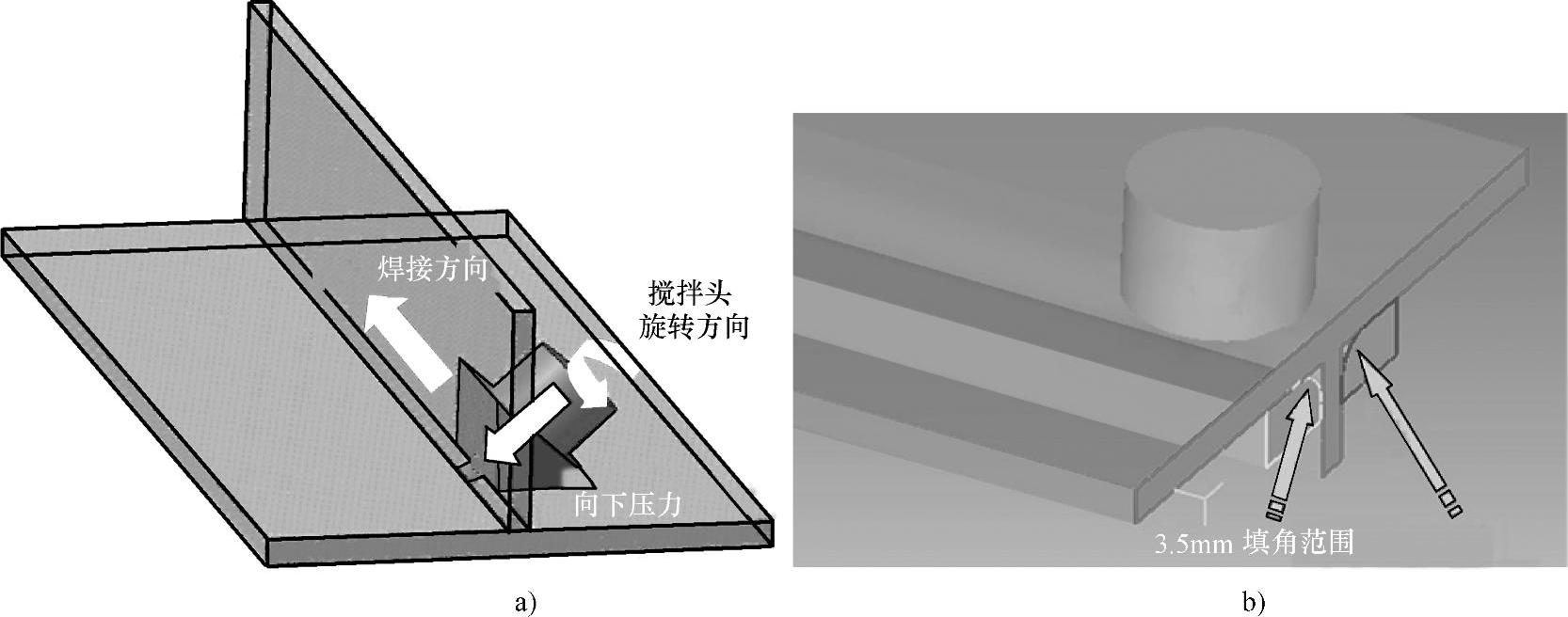
T形接头角接焊接时需配备专用搅拌工具。焊接中搅拌头的轴肩不转动,而是由旋转轴带动搅拌指棒倾斜45°对焊件进行搅拌连接,如图8-50a所示。T形接头的最大优点是可焊接较厚的壁板,且焊后变形小;不足之处在于仅靠搅拌指棒产生的摩擦热量进行焊接,容易使搅拌指棒磨损和断裂。
搅拌摩擦焊焊接穿透型T形接头时,将肋板和壁板进行T形固定,而后将带有一定前进角(1°~5°)的旋转搅拌头压入并穿过壁板,轴肩与壁板接触,搅拌指棒插入肋板部分,搅拌头以一定的速度向前行走完成焊接,如图8-50b所示。该方法能够延长搅拌工具的使用寿命,但是也存在与对接类似的缺点,即它所能完成焊接的结构件厚度要受到壁板厚的限制。另外,夹具倒角半径对焊缝成形质量影响较大。夹具的过渡半径过大时,不仅需要较多的金属来填充圆角区域,使壁板的有效厚度减薄,而且在壁板和肋板间会出现非有效连接现象,反过来当圆角过渡区域较小时,搅拌针和夹具碰撞的风险会增加。
T形接头搅拌摩擦焊接过程中需要特制的夹具来固定构件。无论是采用角接型T形固定夹具还是采用穿透型T形接头夹具,都要考虑T形接头的承载方式、被焊接材料的力学性能以及焊缝成形的难易程度,进而设计一个行之有效的焊接方案。
 (www.daowen.com)
(www.daowen.com)
图8-50 两种不同夹具的焊接示意图
a)角接型T形接头焊接过程 b)穿透型T形接头焊接过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关现代高效焊接技术的文章





