FSW搭接接头强度,很大程度上依赖于在焊接过程中材料如何流动形成焊核区,以及接头载荷的加载方式。搅拌指棒长度需要比板厚稍微大些以形成完全接头。随着搅拌指棒长度的增加,接头强度增加,然而当搅拌指棒长度达到有效值后,再增加其长度反而会降低其强度。影响搭接接头抗拉强度的主要焊接参数是搅拌头的旋转速度,较高的旋转速度往往对应较低的抗拉强度值,这主要是因为随着旋转速度的增加,接头软化现象加剧,同时界面线上升程度加剧,从而形成大角度的钩状缺陷,降低接头的有效承载面积。
对AZ31镁合金的搭接接头进行FSW焊时,搅拌工具均采用凹形(凹度为10°)轴肩,搅拌指棒分为三种:圆柱螺纹形(C-type)、饼形(H-type)和三角形(T-type),如图8-40所示。其中H-type是过渡接头,具有另外两者的特征,包括圆弧面上的螺纹凹槽和平面结构。H-type和T-type搅拌针的尺寸为其内切圆直径,并且将轴肩与搅拌针直径的比值定义为搅拌工具几何率,作为评定接头性能的参数。与C-type相比,T-type可以增强在水平方向上的塑性材料流动,降低甚至阻止由于搅拌工具旋转引起的向上流动金属量,可以更好地抑制后退侧钩状,降低其高度,使接头的有效承载厚度增加。对于C-type而言,升高旋转速度或者降低焊接速度将会增加接头后退侧钩状高度;而对于T-type而言,升高焊接速度将会降低钩状高度,但是当焊接速度高于200mm/min时,这种趋势变得不明显,同时指出钩状高度与旋转速度不存在明显的对应关系。
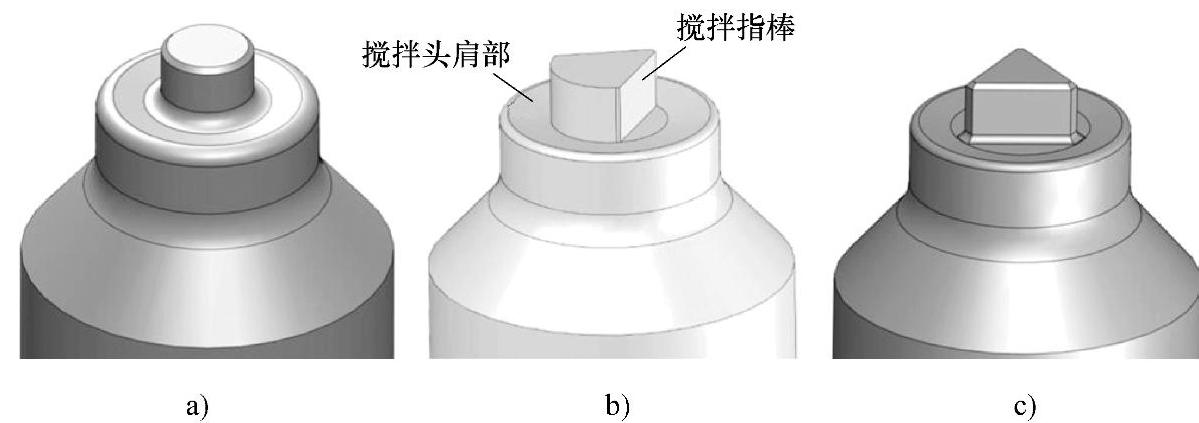
图8-40 搅拌工具(https://www.daowen.com)
a)圆柱带螺纹形搅拌针 b)饼形搅拌针 c)三角形搅拌针
采用圆柱形搅拌指棒时,在两板之间界面处存在较大的接触面积,可以获得较大的焊核面积,但是这样在垂直方向上将缺少塑性流动。圆锥形搅拌指棒可以获得较强的材料垂直螺旋形塑性流动,但是,由于此类搅拌针在两板界面处面积较小,因而接头承载面积较小。采用圆柱-圆锥搅拌指棒可以综合上述两种接头的有效因素并且获得性能最好的搭接接头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






