在一些焊接条件下,搅拌摩擦焊搭接接头中存在着界面迁移现象,在接头承载条件下往往作为裂纹优先形核位置,会影响接头的性能,而且采用传统的无损检测(NDE)技术检测不到该类缺陷的存在。FSW搭接接头中的这种迁移界面实质上是一种未熔合缺陷,该迁移界面的垂直迁移量取决于单位时间内搅拌指棒垂直方向上驱动的塑性金属量。
这种在搭接接头中存在的迁移界面称为钩状缺陷,其为类似缺口的弱连接区域,该缺陷造成搭接接头有效承载面积的减少,进而影响接头的强度,尤其是疲劳强度。此外钩状缺陷的尺寸会随着焊接速度的升高或搅拌工具旋转速度的降低而减小,然而该缺陷并不能通过改变焊接速度和旋转速度而得到完全消除。
在5052和6061铝合金的FSW搭接接头中,两板分界面在前进、后退侧具有同时向上迁移或同时向下迁移两种形态,而在焊核区迁移界面却向相反方向迁移。随着搅拌工具旋转速度的升高和焊接速度的降低,迁移界面的迁移量增加且界面形状更加尖锐,使得其尖端应力集中加剧,从而降低了接头的承载能力。
当使用表面有螺纹的搅拌指棒进行焊接时,迁移界面的迁移方向取决于搅拌针表面的螺纹方向:左旋螺纹搅拌头所得焊缝迁移界面均向上迁移,右旋螺纹搅拌头所得焊缝迁移界面均向下迁移。搅拌指棒附近塑化金属受摩擦力f和法向压力N的合力F作用时,塑化金属随搅拌指棒做向下(左旋)或向上(右旋)的旋转螺旋运动,挤压周围金属并在搅拌指棒端部(左旋)或者根部(右旋)形成挤压区,随后塑性金属流向搅拌指棒另一端阻力较小的瞬时抽吸区迁移,搭接界面的金属在摩擦力的作用下也随之向上(左旋)或向下(右旋)迁移。对于左旋螺纹搅拌针而言,焊接过程中受轴肩的旋转摩擦作用在焊缝上部产生的塑化金属,受到轴肩的顶锻作用,在后退侧做向下并向焊缝中心的迁移运动,使后退侧的界面向焊缝中心迁移。而对于右旋螺纹搅拌针而言,由于搅拌针端部温度较低,界面迁移至搅拌针端部就基本停止,因此使下板有效板厚减小,如图8-38所示。
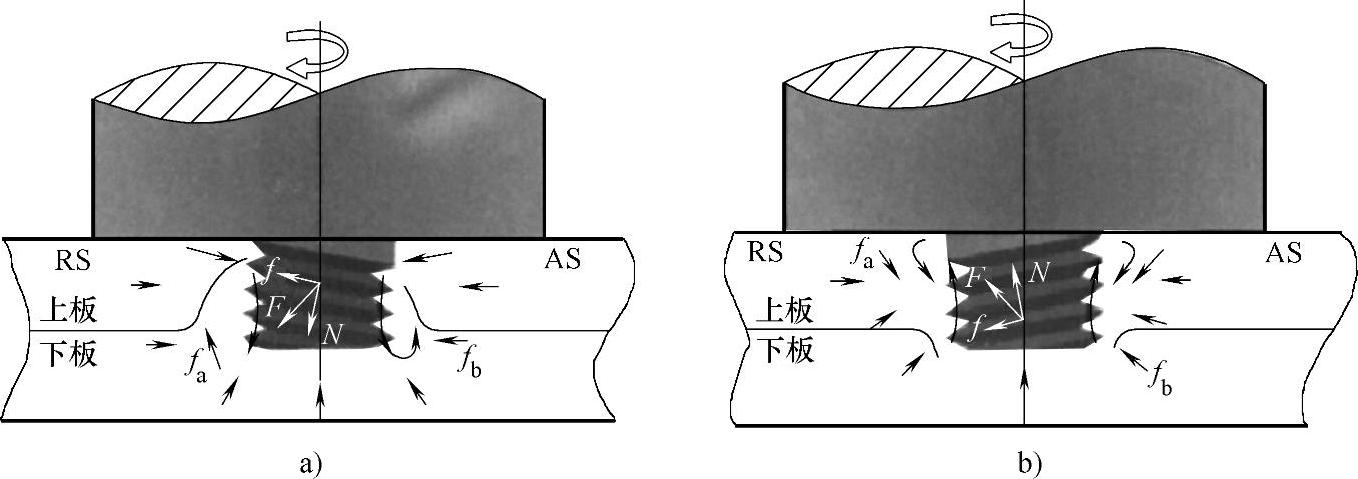
图8-38 搭接接头焊缝界面的迁移过程(https://www.daowen.com)
a)左旋螺纹搅拌针 b)右旋螺纹搅拌针
搭接接头界面形态对接头应力分布存在明显的影响,其迁移界面的存在使得该迁移界面尖端的切应力集中,且该尖端越尖锐,即迁移界面切线与水平面夹角的最大值(α角)越大,如图8-39所示,应力集中越严重。因此钩状缺陷越尖锐,最大应力集中值越大,同时钩状缺陷垂直迁移量越多,焊后搭接接头承载的有效板厚越小,将会降低接头性能。
对于搭接接头,通过增大搅拌针直径的尺寸,便可得到一个具有宽大焊核区的接头,有利于提高接头的抗剪能力,从而改善接头的力学性能。此外,当两板接合面与搅拌指棒底部距离较近时可改善搭接接头界面形状。
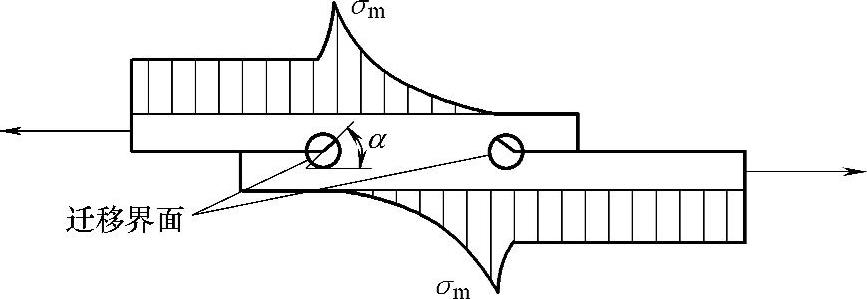
图8-39 搅拌摩擦焊搭接接头应力的分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






