英国焊接研究所(TWI)认为,2000、5000、7000等系铝合金的搅拌摩擦焊焊接接头的常态强度与母材等强度,但也有的低于母材。表8-2给出了铝合金搅拌摩擦焊焊接接头的力学性能数据。
Kluken等对采用各种焊接方法和搅拌摩擦焊焊接的6005铝合金接头的静态强度进行了比较,从表8-2可以看出,等离子弧穿透性焊接接头的抗拉强度值最高为194MPa;搅拌摩擦焊最低,为175MPa,而接头的伸长率最高为22%。但是搅拌摩擦焊焊接接头没有气孔、裂纹等缺陷。2000系铝合金搅拌摩擦焊焊接接头的断裂发生在热影响区。
表8-2 铝合金搅拌摩擦焊焊接接头的拉伸试验结果
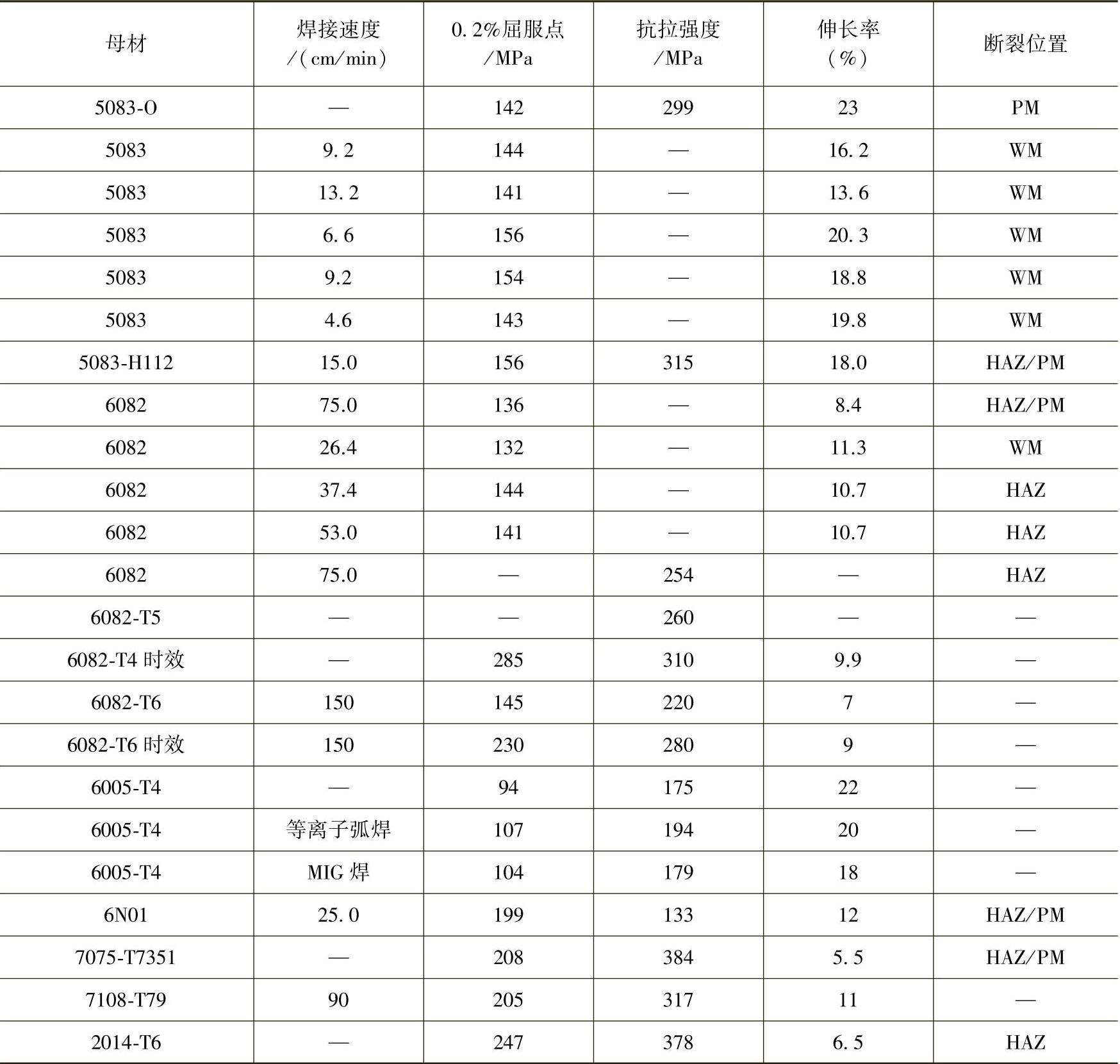
注:PM—断裂在母材,WM—断裂在焊缝,HAZ—断裂在热影响区,HAZ/PM—断裂在热影响区和母材交界处。
铝合金分为热处理型和非热处理型。对于热处理型合金来说,采用熔焊时,焊接接头性能发生改变是一个大问题。飞机制造用的2000、7000系硬铝,时效后进行搅拌摩擦焊,或搅拌摩擦焊之后进行时效处理,两者焊接接头的静态抗拉强度约为母材的80%~90%。
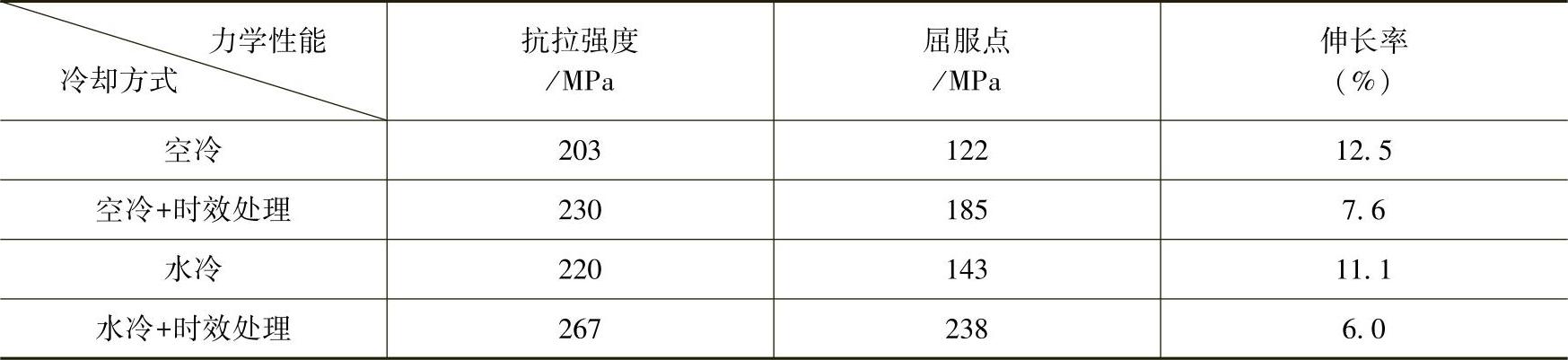
6000系的6N01-T6铝合金广泛用于日本的铁路车辆制造。焊接和时效处理顺序对力学性能有很大的影响。表8-3是12mm的6N01-T6铝合金在大气和水冷中,进行搅拌摩擦焊焊接接头的力学性能。从试验结果可以看出,经时效处理后,焊接接头的抗拉强度得到了提高。
特别是在水冷中焊接的试件经时效处理后,改善效果最为显著。这是因为水冷使软化区变小,采用时效处理后硬度回复效果特别好。在一边水冷一边进行搅拌摩擦焊的情况下,接头强度的大小和被焊金属的厚度有关,如图8-26所示。随着板厚的增大,接头强度下降。(www.daowen.com)
表8-3 焊接中冷却方式对力学性能的影响
搅拌摩擦焊焊接头的弯曲试验,与电弧焊接头的弯曲试验不同,弯曲半径为板厚的4倍以上。试验结果表明,在这样的试验条件下,无论是铝及铝合金还是钢的搅拌摩擦焊接头的180°弯曲性能都很好。
由于搅拌摩擦焊是单道焊,被焊母材被固定在垫板上,焊接时为了避免搅拌头的搅拌指棒与垫板接触,一般搅拌头的搅拌指棒长度比被焊金属厚度稍微小一些,从而造成被焊金属的背面留有一定的间隙,从而会导致焊接接头在背弯试验时背面张开,相当于熔焊的根部缺陷。如果焊缝根部有缺陷,可用砂轮将焊缝根部缺陷处轻轻打磨平整。
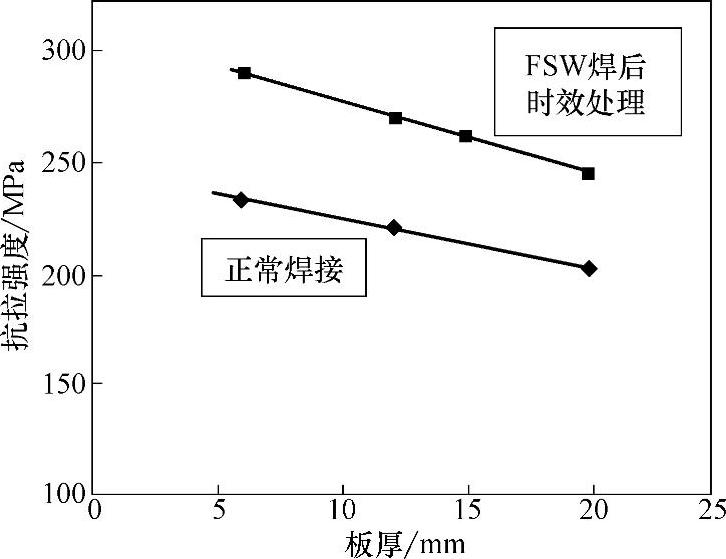
图8-26 6N01-T6铝合金在水冷中搅拌摩擦焊的焊接接头抗拉强度和板厚的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






