【摘要】:在搅拌摩擦焊焊接时,分别测量搅拌指棒和肩部的温度,然后由测得的温度循环换算为热量。图8-19 FSW和MIG焊4mm铝合金焊接热输入的比较图8-20 搅拌摩擦焊焊接速度对热输入的影响搅拌指棒形状以及肩部直径对总的热输入也有很大的影响,搅拌头的搅拌指棒及肩部直径越大,总的热输入越大。
日本有人对板厚为4mm的6N01铝合金搅拌摩擦焊过程中的热量进行了测量。其方法是把在焊接过程中产生的热用水吸收,用温度计测量水温来进行搅拌摩擦焊过程中的热量测量,测量中不考虑焊缝背面垫块等的热损失。图8-19表示出了在相同的焊接速度和焊件完全熔透的情况下,FSW和MIG焊的焊接热输入,FSW的热输入范围为120~230J/mm,约为MIG焊焊接热输入的1/2。
在搅拌摩擦焊焊接时,分别测量搅拌指棒和肩部的温度,然后由测得的温度循环换算为热量。也可以采取简单的方法计算,即在最高温度下组织变化的截面积与比热容、密度相乘。其计算结果如图8-20所示。从图中可以看出,对母材总的热输入量随着焊接速度的增大和搅拌头旋转速度的降低而降低。
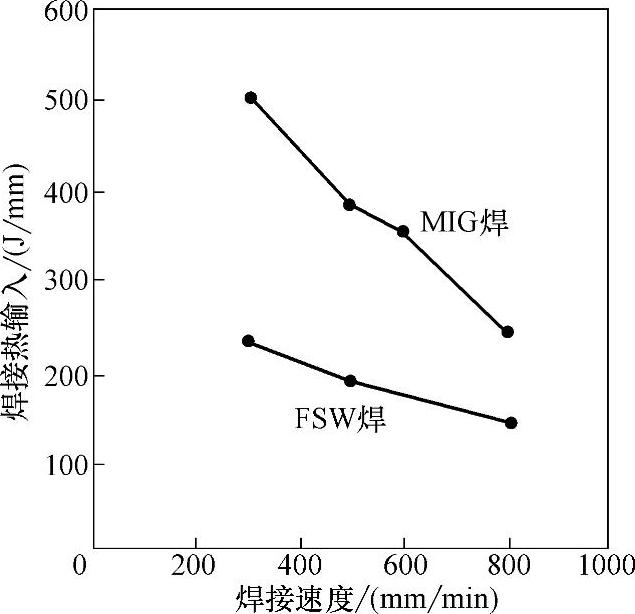
图8-19 FSW和MIG焊4mm铝合金焊接热输入的比较
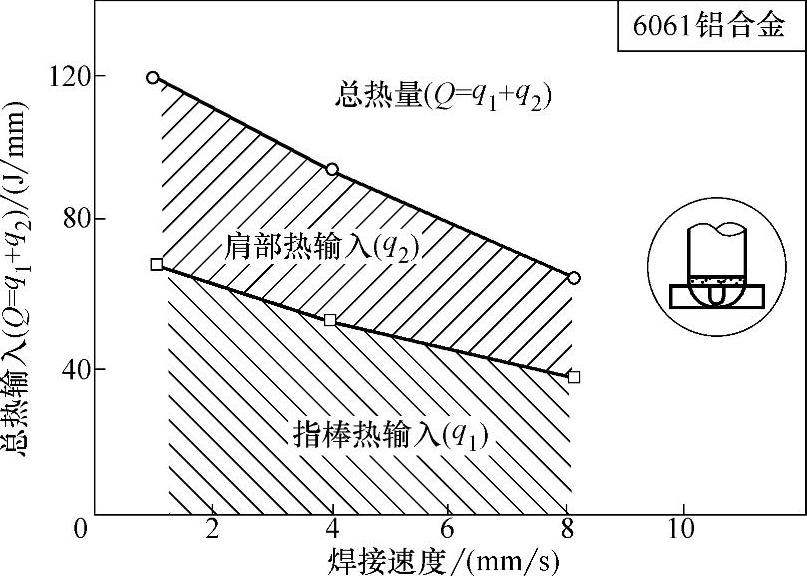
图8-20 搅拌摩擦焊焊接速度对热输入的影响(https://www.daowen.com)
搅拌指棒形状以及肩部直径对总的热输入也有很大的影响,搅拌头的搅拌指棒及肩部直径越大,总的热输入越大。这样的趋势在焊接6000系及2000系铝合金时也是一样的。根据图8-20给出的结果,把总热输入分为搅拌指棒和肩部各自产生的热量进行比较,比较结果如图8-21所示。它是用不锈钢制造的搅拌头焊接的结果。从图中可以看到,搅拌指棒的发热量为总热输入的55%~60%。这个发热量的比例在转速为800~1600r/min的情况下几乎不受影响。
最近,带有螺纹的搅拌指棒已经用于生产,这种搅拌指棒对产热的影响特别明显。
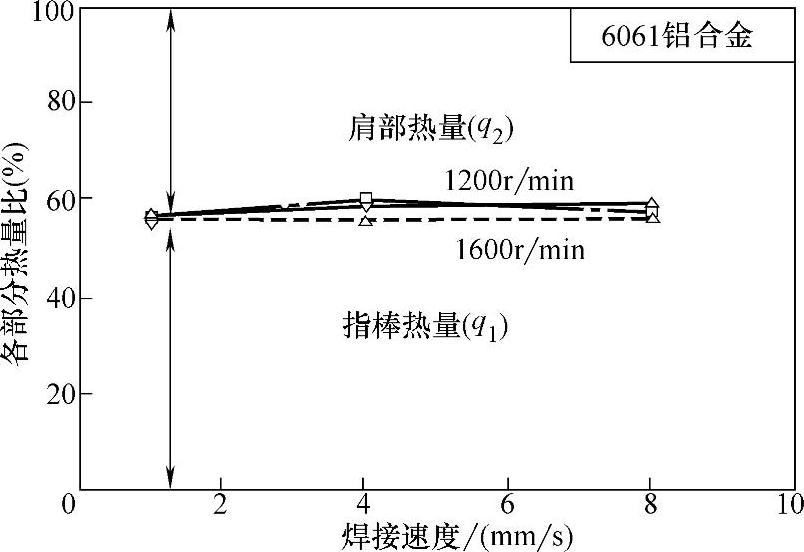
图8-21 焊接速度对搅拌指棒和肩部热量的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





