将电磁感应和激光两种热源结合起来,形成激光-感应热源复合焊技术,用高频感应热源对焊件进行预热,在焊件达到一定温度后,再用激光对焊件进行焊接。这不仅使焊件预热到一定的温度,提高焊件对激光的吸收率,使激光能量利用率提高,而且实现了电磁感应和激光焊接过程的同步加热或后热,使热影响区温度梯度减小,降低焊接后焊件冷却速度,使凝固和随后的固态冷却过程变得缓慢,改善焊接接头的组织和性能,提高焊缝强度,减少或消除气孔和裂纹的生成,减少或防止薄壁焊件变形。可在激光功率一定的情况下增加焊接熔深,保证焊缝成形,提高焊接接头质量的可靠性。
在这种复合焊工艺中,由于用高频感应热源对焊件进行预热,在焊件达到一定温度后,再用激光对焊件进行焊接,因此这种工艺要求焊件材料能被感应热源加热。为有效地将高频感应与激光两种热源结合起来,达到理想的焊接效果,对感应加热设备的体积、大小、感应线圈的效率等均提出了较高的要求。
加热焊件的感应圈对焊件形状有所限制,根据高频感应线圈的形状,激光-感应热源复合焊主要有两种形式:一种是用于管状或棒状焊件的焊接;另一种是用于平板的焊接。
激光-高频感应复合焊应用于钢管的焊接如图7-44所示,其原理是用高频感应线圈预热钢管,用激光进行焊接。在焊接直径为34mm、壁厚为3mm的SUS304不锈钢管时,高频感应线圈将钢管预热到554℃,焊接速度可达到无预热激光焊的3倍,且接头质量良好。
对曲轴进行激光-感应加热复合焊,采用空气冷却的功率为25kW、频率为10~25kHz的感应电源,安装在激光焊接头附近,对曲轴感应加热,将加热控制在一定的区域内,对相邻区域几乎没有影响。焊后观察焊缝断面微观组织,没有出现魏氏体组织,显微组织为正火组织,没有发现裂纹,焊接接头的抗剪强度提高了17%~20%。
针对平板的激光-高频感应复合焊技术研发了一套设备。因平板只能利用线圈漏磁进行加热,为提高效率,在线圈中增加了高导磁率的铁氧体铁心;考虑到感应线圈需要与激光焊接头集成并可移动,感应设备采用分体式结构,将输出变压器与主控电路和输入变压器分离封装,体积较小的输出变压器易于集成在激光焊接设备上。感应线圈可以方便地实现平板激光焊的同步预热或后热。通过功率调节和工作台移动速度的变化来达到需要的预热温度。(https://www.daowen.com)
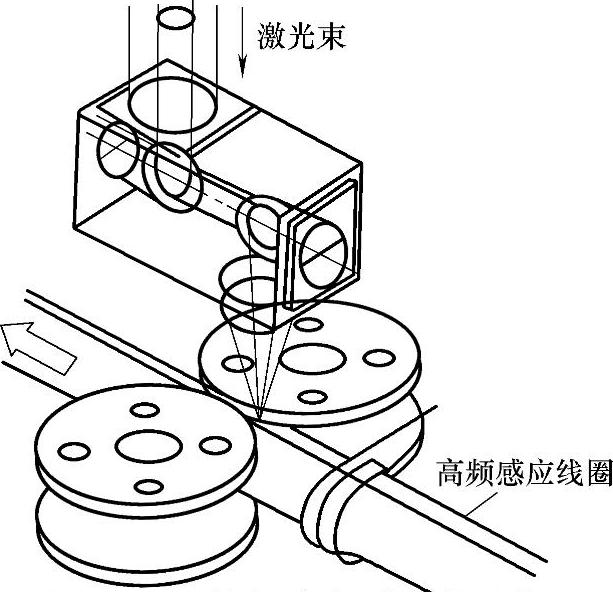
图7-44 激光-高频感应复合焊应用于钢管的焊接
应用激光-高频感应复合焊设备焊接30CrMnSiA钢,进行同步预热,当预热温度达到330℃以上时进行激光-高频感应复合焊,焊缝完全熔透,并且熔宽也变大。同步预热使熔深、熔宽增大的原因:一方面是高频感应提供一个辅助热源,增加了热输入;另一方面是同步预热使焊件表面温度升高,材料对激光的吸收率有所提高,改善了焊件表面对激光的吸收。同步预热后焊缝中气孔消失,即便是同样未完全焊透的焊缝中也未发现气孔,之所以如此,是因为感应同步预热减小了焊缝的冷却速度,增加了焊缝凝固过程中的气体逸出时间,从而在一定程度上可避免激光深熔焊中易产生的气孔问题。加入感应同步预热后,降低了焊缝金属的冷却速度,焊缝组织中的马氏体成分减少,并出现上贝氏体和下贝氏体组织,且随着预热温度的提高马氏体含量逐渐减少。因此,对于裂纹敏感的高合金钢、高碳钢、金属基复合材料等,采用激光-高频感应复合焊技术,在获得优质高效的激光焊缝的同时,可有效地防止裂纹的产生。焊接后焊件未出现明显变形,且焊接热影响区的组织也未有明显的变化。
总之,在相同的激光焊工艺条件下,加入高频感应辅助热源,在一定程度上增加了焊缝的熔深、熔宽,提高了激光的利用率,高频感应同步预热使得激光焊接组织冷却速度减小,凝固时间增长,有利于熔池中气体的逸出,在一定程度上可防止气孔的产生;在改善焊接接头组织的同时,并未发现焊件变形及热影响区组织性能的恶化。
用25kW的CO2激光-高频感应焊焊接10mm厚的碳钢板,经高频感应预热到800℃的焊接速度是不经预热的2倍左右;焊接厚度15mm以上的碳钢板,不经预热的激光焊接速度与埋弧焊相当,而经预热后焊接速度是埋弧焊焊接速度的3倍,而且随着板厚减小,与这两种焊接方法相比,焊接速度的相对倍数增大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







