【摘要】:激光-CTM复合焊是一种优质高效的焊接新技术。在相同焊接参数下加入激光束,进行激光-CTM复合焊,激光功率为1000W。激光-CTM复合焊与CTM焊的焊缝几何尺寸见表7-4。可以看出,激光-CTM复合焊的焊缝熔深增加,熔宽显著变大,余高减小,可以显著地改善CTM焊的焊缝铺展性,焊缝成形好。在激光-CTM复合热源焊接时,为实现在高速焊下获得良好的焊缝成形及优质焊缝,必须采取很好的保护措施。

激光-CTM复合焊是一种优质高效的焊接新技术。激光-CTM复合焊与CTM焊的焊缝成形如图7-40所示。进行CTM焊时,采用的焊接参数为焊接电流162A,焊接电压16.5V,保护气体Ar+CO22%(体积分数),焊接速度为0.6m/min。在相同焊接参数下加入激光束,进行激光-CTM复合焊,激光功率为1000W。激光-CTM复合焊与CTM焊的焊缝几何尺寸见表7-4。可以看出,激光-CTM复合焊的焊缝熔深增加,熔宽显著变大,余高减小,可以显著地改善CTM焊的焊缝铺展性,焊缝成形好。
表7-4 激光-CTM复合焊与CTM焊的焊缝几何尺寸比较

激光-CTM复合焊在纯氩气体保护下,能够获得稳定的焊接过程和良好的焊缝成形。采用该复合焊方法焊接厚度为8mm的奥氏体不锈钢,开V形坡口,坡口角度为60°,焊接电流为162A,电弧电压为16V,焊接速度为0.6m/min,保护气体为Ar,气体流量为18L/min,激光功率为1000W,焊接的焊道和焊缝的横截面如图7-41所示。
在激光-CTM复合热源焊接时,为实现在高速焊下获得良好的焊缝成形及优质焊缝,必须采取很好的保护措施。如果保护范围小,则在较快速度焊接时熔池极易卷入空气,从而使得焊缝金属中的氮、氧、氢等杂质元素含量偏高,影响焊缝的质量,因此,焊接保护措施至关重要。(www.daowen.com)
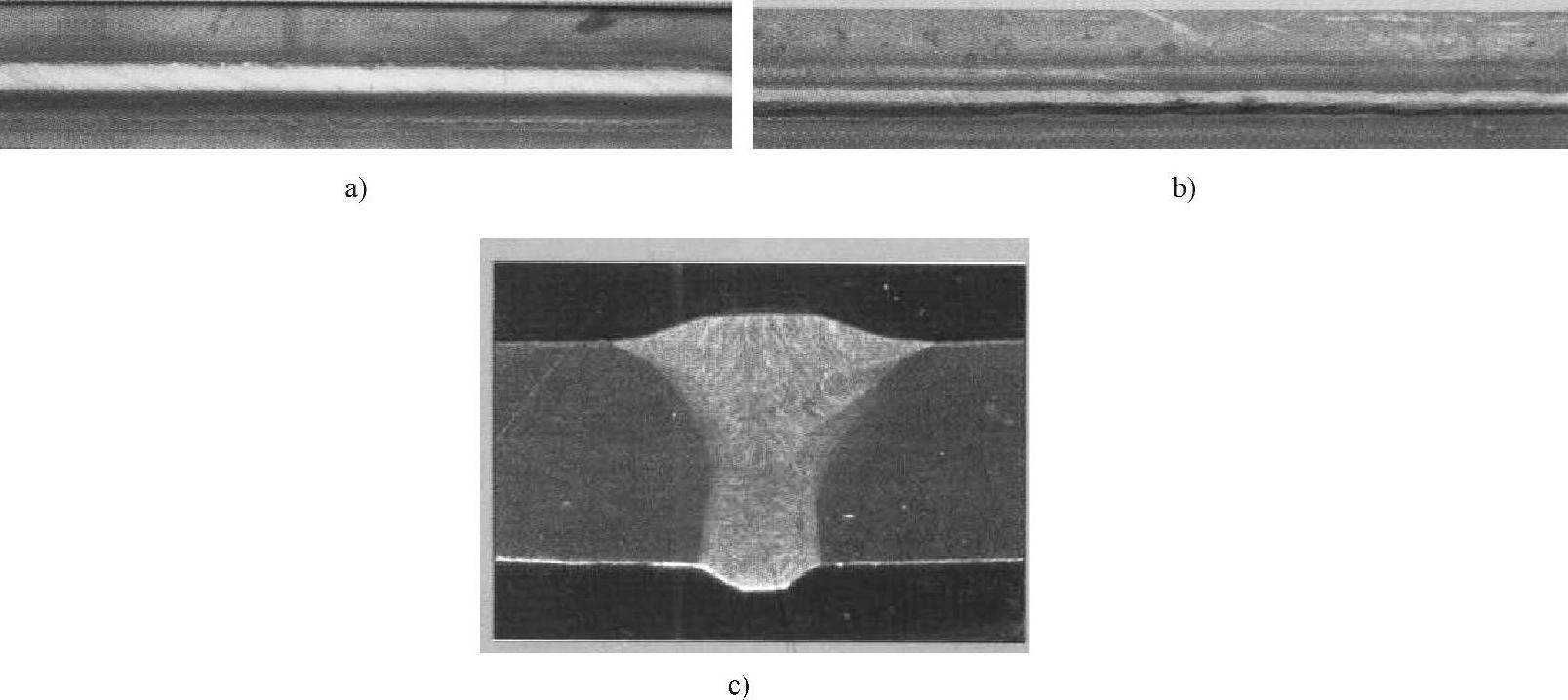
图7-41 纯Ar气体保护的激光-CTM复合焊焊缝成形
a)焊缝正面 b)焊缝反面 c)激光-CTM复合焊焊缝断面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






