1.铝合金激光-MIG复合焊工艺
以5.0mm厚5A06铝合金激光-MIG复合焊为例,来说明铝合金的激光-MIG复合焊工艺。
在铝合金激光-MIG复合焊中,采用功率3.0kW的CO2激光器和YD—500AG型MIG/MAG焊机。焊接时激光在前,电弧在后。材料为5.0mm厚的5A06铝合金,焊丝为SAL5356铝镁焊丝,焊接过程中保护气体为高纯氩气,纯度为99.999%(体积分数)。为减少焊接过程中激光等离子体的影响,保护气体流量较大,且随着激光功率的增加应适当增加。焊接前除去铝合金表面氧化膜和杂质。焊接参数如下:MIG焊电弧,焊接电流150A、电弧电压21.8V、焊丝直径1.2mm、保护气体压力(Ar)0.15~0.25MPa;激光功率2000W,焦距190mm,光斑直径0.2mm。焊接速度1.0m/min,激光与电弧之间间距2.0mm,激光束与电弧之间角度40°。
图7-32所示为MIG焊、CO2激光焊和激光-MIG复合焊焊接5.0mm厚5A06铝合金的焊缝截面,与单激光和MIG焊相比,复合焊极大地提高了焊缝熔深,改善了焊缝成形,减少了单激光焊接铝合金容易出现的气孔、凹陷等焊接缺陷。这主要是因为一方面由于MIG电弧加入,减少了激光能量的反射,增加了激光能量的吸收率;另一方面激光的加入也提高了电弧的稳定性,改善了熔滴过渡方式和过渡频率的缘故。图7-33显示了单一MIG电弧焊和CO2激光-MIG电弧复合焊的电弧电压波形图。
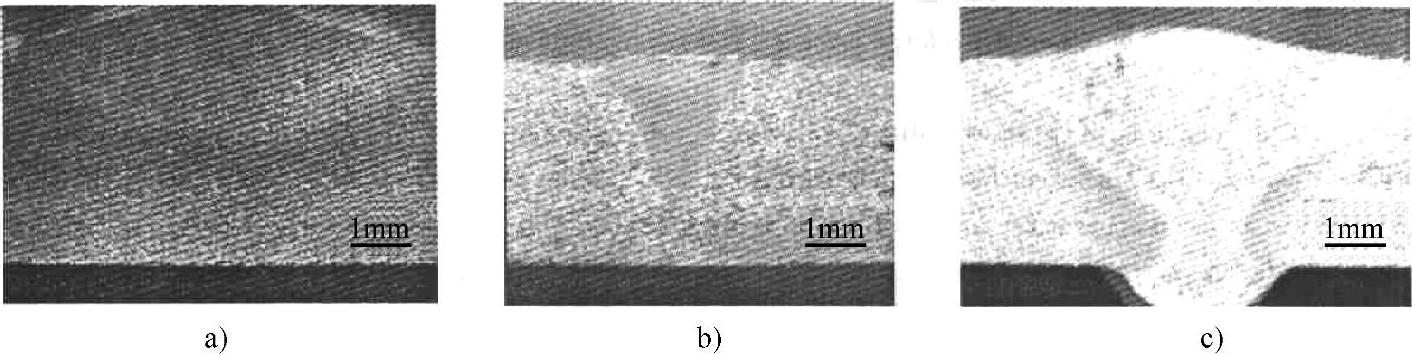
图7-32 MIG焊、CO2激光焊和激光-MIG复合焊的焊缝截面比较(P=1600W;I=150A;D=2.5mm)
a)MIG焊 b)CO2激光焊 c)激光-MIG复合焊
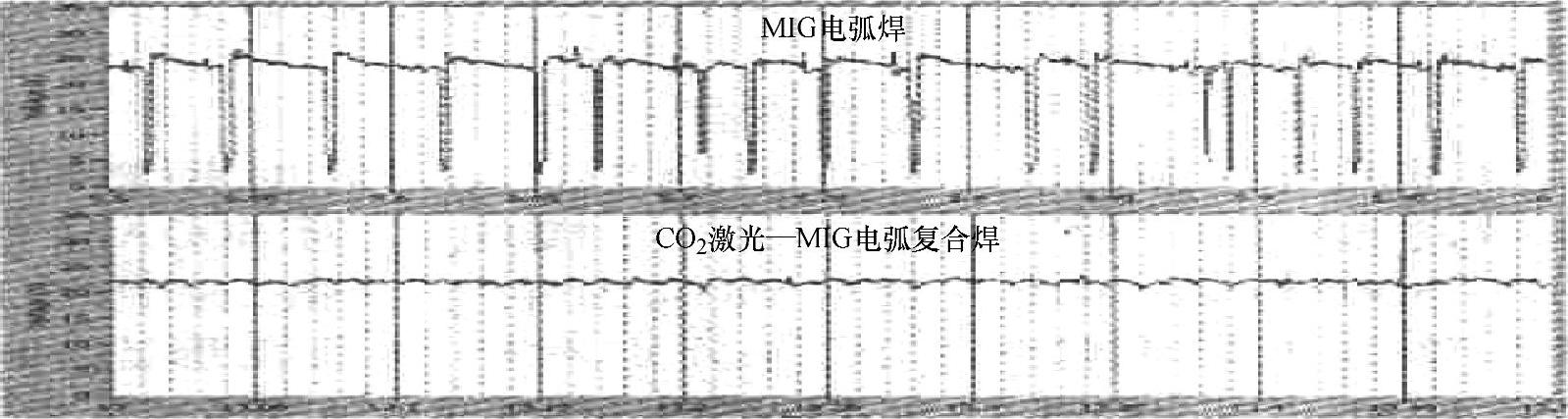
图7-33 MIG电弧焊和激光-MIG电弧复合焊的电弧电压波形图 (P=1600W;I=150A;D=2.5mm)
在单独采用MIG焊焊接铝合金时,在焊丝直径为1.2mm、焊接电流为150A的条件下,焊接过程中电压波形发生波动,熔滴过渡形式为短路过渡和粗滴过渡的混合过渡。当加入激光之后,即采用激光-MIG复合焊时,不仅熔滴过渡频率加快了,而且熔滴过渡形式也发生了变化,为稳定的喷射过渡,这样有利于提高焊缝熔深,稳定焊接电弧,如图7-34所示。
图7-34所示的复合焊在熔滴过渡结束的瞬间,焊丝端部残留有少量的熔化金属并且向激光束方向飘动,这可能主要是由于激光等离子体和金属蒸气分别对熔滴产生了一个吸引力和反冲力而阻碍了熔滴过渡的缘故。但是,在激光-MIG复合焊过程中,由于激光能量密度高,激光能量和激光小孔效应产生的金属等离子体对熔滴的热辐射作用,导致促进熔滴过渡的等效电弧热或电弧力可能占据了主导作用,因此,两者联合作用使其熔滴过渡形式由MIG焊的短路过渡转变为喷射过渡,极大地提高了熔滴过渡的稳定性,增加了熔滴过渡频率。由于复合焊熔滴过渡频率高,熔滴过渡形式主要为喷射过渡,因此复合焊焊缝形貌变得光滑致密。
随着激光功率的增加,熔滴过渡频率越来越高。这是由于随着激光功率的增加,激光能量和激光小孔效应产生的金属等离子体对焊丝的辐射作用越来越强的缘故。当激光功率超过某一值时,虽然热辐射作用增大,但是由于激光等离子体增多,一方面对激光能量的吸收和散焦作用增大,减少了入射于焊件表面的激光能量;另一方面激光等离子体对熔滴的吸引力和金属蒸气对熔滴的反冲力逐渐增加,导致熔滴过渡频率开始降低,甚至低于单MIG电弧焊。激光功率为2000W的复合焊时的熔滴过渡如图7-35所示,与图7-34所示的1500W激光—MIG复合焊的熔滴过渡相比,2000W激光功率复合焊的激光等离子体明显增多,而且在熔滴过渡完成瞬间,焊丝端部残留的熔化金属量也相对较多,这也表明了在大功率激光下,由于激光等离子体对熔滴的吸引力而阻碍熔滴过渡的能力越强。
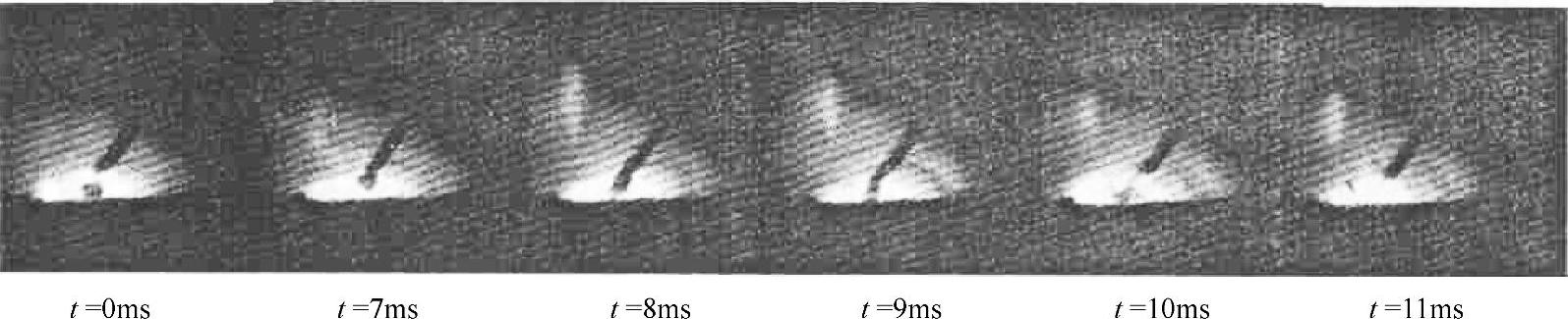
图7-34 激光-MIG复合焊的熔滴过渡形式(P=1600W;I=150A;U=21.8V;D=2.5mm)
 (https://www.daowen.com)
(https://www.daowen.com)
图7-35 激光-MIG复合焊的熔滴过渡形式(P=2000W;I=150A;D=2.5mm)
复合焊中随着激光与电弧间距的增加,复合焊熔滴过渡频率先增加后减少,在间距为2.0mm左右时,即激光束入射在熔池前方时,熔滴过渡频率最高。当激光束与电弧间距较小时,激光束主要照射在熔滴上,一方面造成了大量的激光能量被反射,另一方面熔滴上的大直径光斑减少了激光能量的热辐射作用,导致熔滴过渡频率相对较低。当激光束与电弧之间间距较大时,这可能与保护气体不能有效地抑制激光等离子体的产生导致激光等离子体增多而阻碍了熔滴过渡有关。
随着激光束离焦量由负到正,复合焊熔滴喷射过渡频率先增加后减小。当激光束离焦量为1.0mm左右时,熔滴过渡频率最大,有利于改善焊缝成形和提高焊缝熔深。这主要是离焦量不一样时,激光等离子体的大小以及电弧等离子体对激光束的散焦和吸收能力不同。
总之,当激光功率为1500W左右、间距为2mm左右,以及离焦量为1.0mm左右时,复合焊的熔滴过渡频率最高,有利于改善焊缝成形和提高焊缝熔深。
2.铝合金的激光与脉冲MIG复合焊
激光-脉冲MIG复合焊焊接铝合金时,熔滴过渡为一个脉冲一个熔滴,焊缝成形美观,无飞溅、无气孔等缺陷,熔深比单一的激光焊增加4倍,比单一的脉冲MIG焊增加1倍以上,焊接速度显著提高,是一种理想的焊接工艺;在此工艺中激光可与直流脉冲MIG复合,也可与交流脉冲MIG复合,但是直流脉冲电弧的熔深大于交流脉冲电弧的熔深。
在YAG激光-脉冲MIG复合焊中,应注意以下几点:
激光-脉冲MIG复合焊时,激光功率对熔深有很大的影响。即激光功率越大,熔深越大。而且,这种影响力远大于激光单独焊接时激光对熔深的影响。这是由于,激光单独焊接合金时,因母材表面对激光的反射很严重,熔深很浅。而与MIG电弧复合焊后,激光照射在MIG电弧的熔池中,使铝合金母材对激光的吸收大幅度增加,从而使激光的吸收率大幅度提高。这是YAG激光-脉冲MIG电弧焊焊接铝合金的一个重要优点。
激光焦点位置的影响不大,远不如激光单独焊时那么敏感。这可能是在激光功率较小的条件下,复合焊时无明显的激光小孔效应,而且熔池中有较强的电磁对流传热作用所致。
无论是交流还是直流脉冲MIG-激光复合焊时,激光与电弧中心距离和焊接电流对焊接熔深都有很大影响。即激光与电弧中心距离越小,熔深越大;焊接电流越大,熔深越大。当激光与电弧中心距离小于2mm、电弧电流在150~200A时,激光照射电弧熔池中心部位,使熔深急剧增加。当激光与电弧中心距离大于2mm时,激光照射熔池前方,熔深减小。
随着焊接速度的增加,因热输入减少,焊缝熔深变小。当焊接速度大于2m/min时,激光与电弧中心距离对熔深影响较大;而当焊接速度小于2m/min时,激光与电弧中心距离对熔深的影响减小。这是由于焊接速度较小时熔池尺寸较大,激光与电弧中心距离在一定范围内(如3mm)的变化对熔深的影响不大。
对于激光与交流脉冲MIG复合,当焊丝为负极性时,电弧阴极在焊丝端部爬得很高,笼罩整个熔滴,使熔化速率加快;在焊丝由负变正即熔池由正变负期间及电弧电流由基值向峰值过渡期间,熔池中激光照射部位出现强烈的激光诱导等离子体,这对稳定电弧有促进作用。
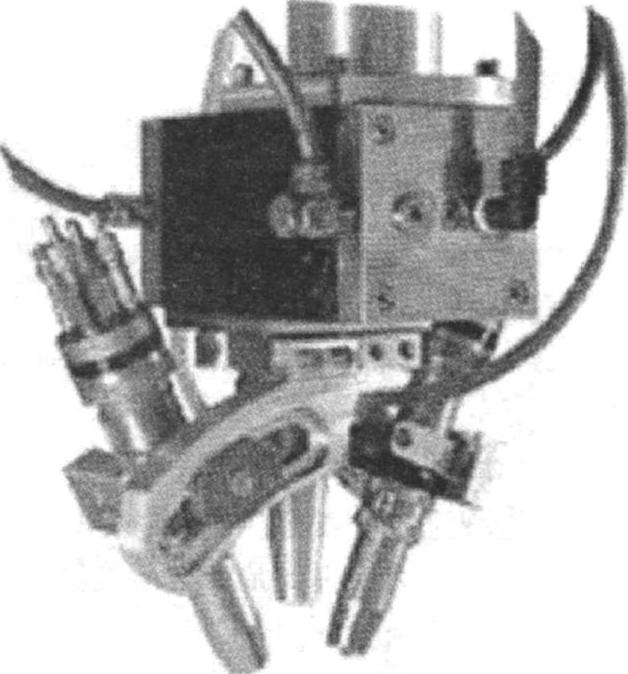
图7-36 激光-双MIG复合焊焊枪的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





