在激光-旁轴电弧复合热源焊过程中,激光与电弧沿焊接方向同时移动,电弧在前,激光在后,如图7-9所示。采用该方法可以获得较好的焊接效果,可以降低激光器的功率要求,节约能源,改善焊缝成形,获得优质的焊缝接头,在焊接薄件时实现高速焊接,提高焊接效率。
激光-旁轴TIG电弧复合焊中,由于受到TIG焊枪的倾角、电弧中心与激光焦点间距以及两热源的高度等因素的影响,TIG焊枪的夹持成为关键。考虑到实际焊接工艺需要既能够单独进行激光或电弧焊接,又能够通过调节实现两热源的复合焊接,TIG电弧焊枪夹持机构如图7-10所示。激光-TIG复合焊焊接装置如图7-11所示。
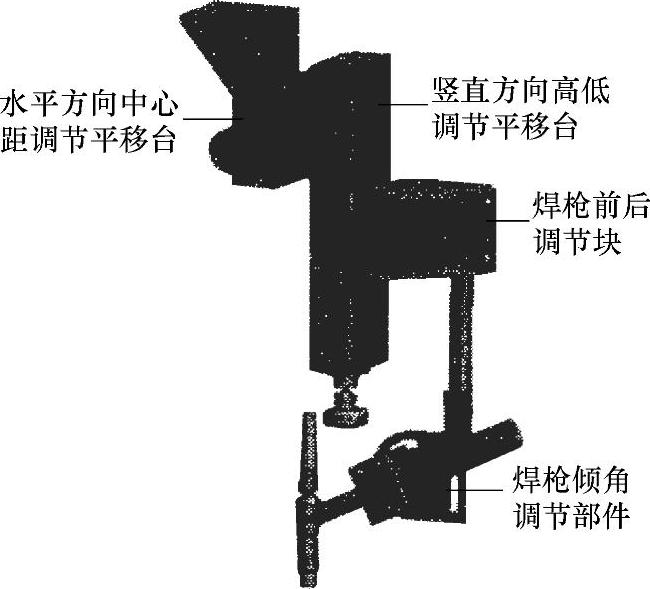
图7-10 TIG电弧焊枪夹持机构

图7-11 激光-TIG复合焊焊接装置
激光-TIG旁轴电弧复合热源焊接参数的选择如下。
(1)激光功率 当焊接电流一定时,随着激光功率的增大而焊接熔深增加。其原因是激光小孔效应是提高焊件能量吸收率的决定性因素。激光小孔形成以后,焊件将通过激光光束在小孔壁上的菲涅耳反射和等离子体反转韧致辐射,大幅度提高激光能量吸收率,否则激光能量只能通过热传导传输,焊件对能量吸收率将急剧降低。当激光功率小时,作用在焊件上的能量有限,不能形成较强的光致等离子体和“小孔”,激光对电弧的引导和稳定作用有限,熔深仅随热输入的增加而缓慢增加,表现为传热熔焊的特征;在激光功率增大时产生了小孔效应,电弧会因为小孔的吸引而不再飘移、跳跃,大量带电粒子从激光等离子进入电弧,导致电弧电阻降低,电流增加,根据最小电压原理,电弧将受到压缩,从而使电弧能量更为集中;其次,位于焊件表面的激光等离子体会因为带电粒子进入电弧而被稀释,有效抑制激光等离子体的膨胀,这将减少激光束在其中因为折射和散射而散失的能量,提高了焊件对激光能量的吸收,提高了焊接熔深,焊接过程由热传导焊变成深熔焊。激光小孔效应是引起电弧压缩的原因,是焊接熔深发生突变的决定因素。(www.daowen.com)
(2)电弧电流 激光功率一定时,随着电弧电流的增加,熔深增加,电流越大,熔宽越大。由于焊接电流较大时热输入较大,故熔宽较大。但是在焊接电流较大的条件下,随着激光功率的增加,熔宽变化不大,因为激光功率的增加主要导致熔深的增加。而在焊接电流较小,激光功率由小变大时,熔宽变化缓慢,在激光功率较大(如2~3kW)时熔宽变化十分显著。这是由于在小电流条件下,激光功率大于2kW时,会出现小孔效应,激光对小电流电弧的引导作用强,能够强烈压缩电弧,焊件对能量的吸收急剧增加,导致熔宽变化显著;电弧电流较大时,电弧弧柱尺寸较大,电弧弧柱发生阶跃式膨胀,电弧根部的压缩现象消失,等离子趋于稳定,激光对大电流电弧的引导作用有限,不能强烈压缩电弧,故熔宽随激光功率的变化不大,处于比较稳定的范围。
由上可以看出,在小电流条件下,激光对电弧的压缩作用强,焊接熔宽与两热源的热输入关系密切;在大电流情况下,等离子膨胀、长大,激光对电弧的引导作用变弱,仅电弧电流是焊接熔宽的决定性因素。
(3)激光与电弧间距 在激光-TIG焊中,热源的复合效果对两者间距十分敏感,存在一个最佳间距(2~3mm),该条件下焊接熔深最深。随着间距的变化,焊接熔深存在一个最大值。当间距为1~2mm时,焊接熔深较小,这是因为激光直接作用在钨极附近,部分能量用于加热钨极,导致激光能量散失严重,穿透能力下降,熔深较小。在间距为2~3mm时得到最大熔深(3mm),是其他参数下的1.46~2.54倍。当D>3mm时,随着间距的增加,激光与电弧两者等离子逐步分离,相互作用开始减弱;另一方面,保护气体由喷嘴至熔池的距离增加,对熔池的保护作用和激光等离子体屏蔽的抑制能力也相对减弱,降低了焊件的激光吸收率。在间距更大时,激光电弧等离子体完全分离,焊接熔深与单独激光焊熔深相当。
(4)保护气体 复合焊接焊缝熔深以及焊接过程的稳定性与保护气体密切相关,焊缝熔深取决于光致等离子体的高度,而光致等离子体的形状又决定于保护气体的参数;保护气体对等离子体形状的影响是通过激光与电弧等离子体的相互作用以及等离子流的方向及速度两种方式来实现的。等离子体形状与保护气体参数关系如图7-12所示。
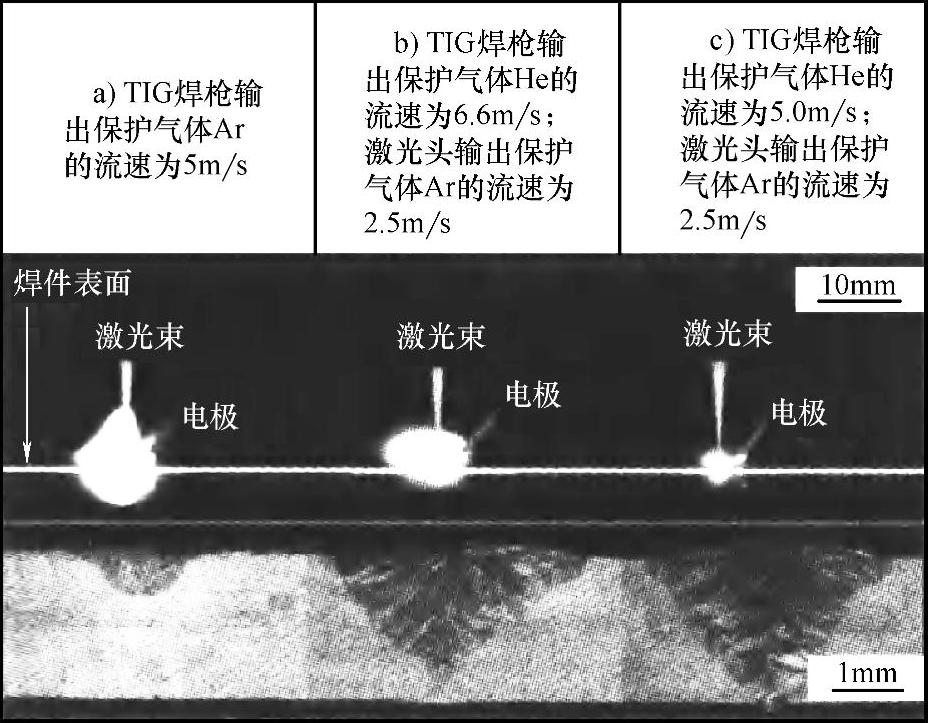
图7-12 激光-电弧复合焊时不同保护气体下的等离子体形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






