激光-TIG复合焊是最早出现的一种复合焊形式,主要用于薄板金属的焊接,尤其适合于焊接高热导率的金属。单独TIG焊小电流焊接时,电弧不稳定,断续飘移,焊缝成形不良,不均匀,有咬边产生。当采用激光与TIG复合焊后,电弧稳定,不再出现断弧现象,焊缝成形良好。由此可知采用激光与TIG复合焊后可提高其稳定性,改善焊缝的表面成形质量。其原因是激光加入后,其熔化、蒸发金属为电弧提供了良好的导电通道,使电弧燃烧的阻力减小,电场强度降低,增加了电弧的稳定性。单独电弧焊因电弧能量不够集中而使熔宽较大,熔深较浅;单独激光焊因能量集中,产生小孔效应,熔深较大,深宽比较小;复合焊则形成熔透充分熔宽也大幅增加的焊缝。其原因是电弧对材料表面起预热作用,提高了材料的表面温度,增大了材料对激光的吸收率;再者激光改变了电弧热源特性,激光与电弧复合时,电弧被吸引到激光与材料的光斑上,电弧中心的温度急剧升高,可达2000K,当电弧中心与周围环境的温差越大时,焊接时电弧收缩越强烈,因此电弧能量越集中,这样就增大了焊接熔深,并且可以明显提高焊接速度,改善单一TIG焊时效率低的状况。激光束产生等离子体和小孔,使得薄板上的阳极斑点更加稳定,大大提高了焊接速度。并且激光复合电弧后,小孔的直径进一步扩大,有利于小孔中气体的逸出,这对于减少焊缝中的气孔非常有帮助。20世纪90年代又出现了激光与TIG同轴焊接,这种焊接方法无方向性,焊接过程比较稳定,焊接速度也大大提高。而且焊接过程中匙孔直径可以达到单一YAG焊时的1.5倍,这非常有利于气体的逸出,可以减少焊缝中的气孔。
激光-TIG电弧复合焊的原理如图7-8所示,激光沿轴向垂直于焊缝位置,电弧与激光轴线成一定角度,其中心加热区与激光光斑重叠。激光集中于焊件表面的电弧根部,能够明显提高低电流和长弧时的电弧稳定性,可以最大限度地增加焊接速度与焊接熔透。在高速焊接条件下,激光-TIG复合焊可以得到稳定的电弧,增加熔深,改善焊缝成形,获得优质焊接接头。
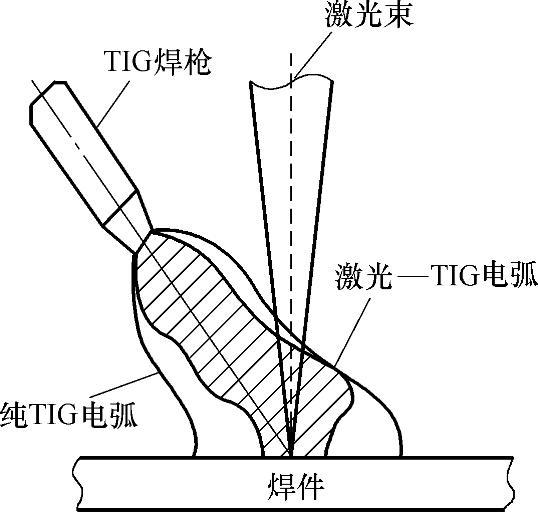
图7-8 激光-TIG电弧复合焊的原理
激光-TIG复合焊的特点如下:
①利用电弧增强激光作用,可用小功率激光器代替大功率激光器焊接金属材料。
②在焊接薄件时可高速焊接。(https://www.daowen.com)
③可增加熔深,改善焊缝成形,获得优质的焊接接头。
④可以降低母材端面坡口装配精度要求。
激光-TIG复合焊在工业领域中已得到越来越多的应用。该方法已用于5250铝合金的焊接中,在铝合金表面上形成质量较好焊缝仅需要600W的激光功率,这在单独激光焊时是不可能的。而且,适当调节焊接电流后,焊接速度最大可达到30.5m/min。例如,当CO2激光功率为0.8kW、TIG电弧的电流为90A、焊接速度为2m/min时,相当于5kW的CO2激光焊机的焊接能力;当5kW的CO2激光束与300A的TIG电弧复合,焊接速度为0.5~5m/min时,获得的熔深是单独使用5kW激光焊时的1.3~2.0倍。而且焊缝没有咬边和气孔等缺陷。这种复合焊技术也已用于不等厚板的焊接,例如汽车底板的焊接及不同壁厚的管道对接等。
根据复合电弧与激光轴向的不同,激光-TIG复合焊分为旁轴式和同轴式两种方法。
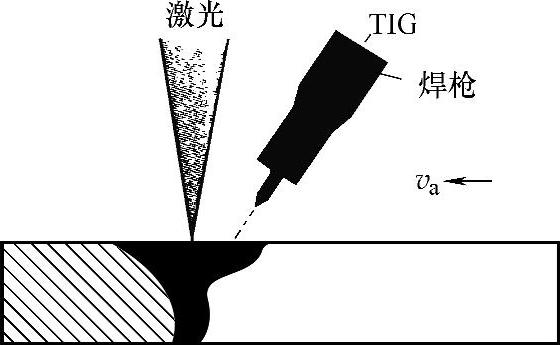
图7-9 激光-旁轴电弧复合焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





