激光-电弧复合的形式一般是气态或固态激光器与TIG、MIG或等离子弧复合。在复合两种热源的过程中,形成了一种增强适应性的焊接方法。激光与电弧相互作用的机理主要包括以下几方面。
1.激光压缩电弧
在激光束的辐射下,金属汽化、电离产生高温、高密度的激光等离子体。在激光焊时,等离子体吸收、散射激光能量,降低激光束的穿透能力和焊接效率,它是不利因素。然而,当激光与电弧复合后,等离子体的作用有所不同,激光等离子体为电弧提供了一条导电通道,该通道的电阻最小,因此,大部分电子通过该通道流入焊件,电弧的体积被压缩了。随着电弧的体积被激光压缩,电弧的电流密度也增加了。图7-3所示为TIG电弧与激光-TIG复合热源的电流密度分布。可以看出,激光改变了电弧的工作模式,使电弧电流在激光聚焦点处更为集中,复合激光后电弧的电流密度能够提高2~4倍。
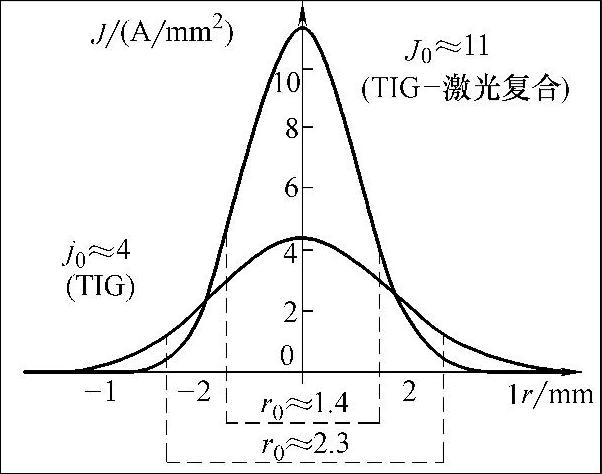
图7-3 TIG电弧与激光-TIG复合热源的电流密度分布
2.激光引导电弧(www.daowen.com)
电弧焊接阳极区的导电机构主要是通过热电离或电场电离产生的带电粒子形成阳极斑点,而且通常阳极斑点容易跳跃,当与激光复合后,激光焊接形成的小孔熔池附近的等离子体,为电弧提供了导电的带电粒子,使阳极斑点非常稳定,而且小孔处温度较高,从而导致电弧偏向小孔处。这种现象在高速焊接时尤为明显。对于电弧焊接,当焊接速度超过2m/min时,就不能形成稳定的电弧,而复合激光后,即使焊接速度提高到10m/min,电弧仍然被牢牢地固定在激光焊所形成的小孔处。另外,与激光复合能够使电弧引燃变得更容易。例如单独采用交流TIG焊焊接铝合金时,在电流的负半周不易引燃。当采用激光与交流TIG复合焊后,由于激光与电弧之间的相互作用,交流电弧引燃变得很容易,电弧稳定。两种情况下交流TIG焊的焊接电流波形如图7-4所示。
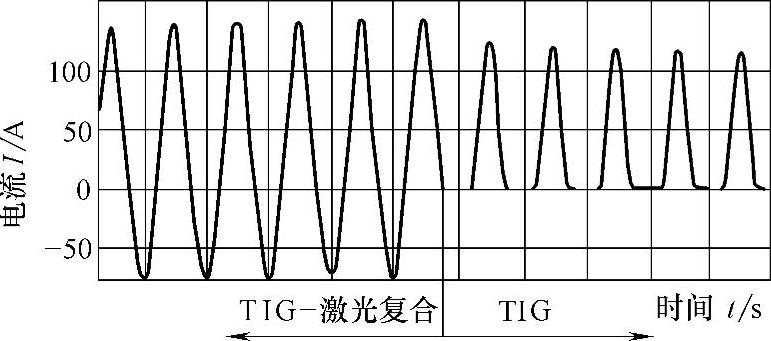
图7-4 交流TIG焊的焊接电流波形
3.电弧稀释激光等离子体
当附加小电流电弧时(30~50A),激光焊时等离子体的密度可以被降低。这种稀释作用能够降低激光焊时等离子体对激光的散射、吸收,进而增加材料对激光的吸收率,增加熔深。经测定单独电弧、单独激光和激光-电弧复合三种情况的电子密度后发现:激光与电弧复合后使电子密度降低,即等离子体被稀释了。但是这种稀释作用仅限于小电流电弧,随着电弧电流的增加,电弧的温度也不断升高,体积不断膨胀,等离子体对激光的阻碍作用随之增加,激光的能量大部分用于加热电弧,导致电弧的体积进一步膨胀。这种条件下的焊缝,熔宽较大,熔深反而减小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





