1.碳钢的切割
在激光输出功率为2~6kW的情况下,切割碳钢时板厚与切割速度的关系如图6-68所示。在确保切割质量、稳定切割时的最大板厚为:2kW时约为16mm;6kW时约为30mm。与其他热切割方法相比,最大切割板厚为等离子弧切割的1/2、气体切割的1/10~1/5,切割速度为等离子弧切割的1/3~1/2、气体切割的2~5倍。
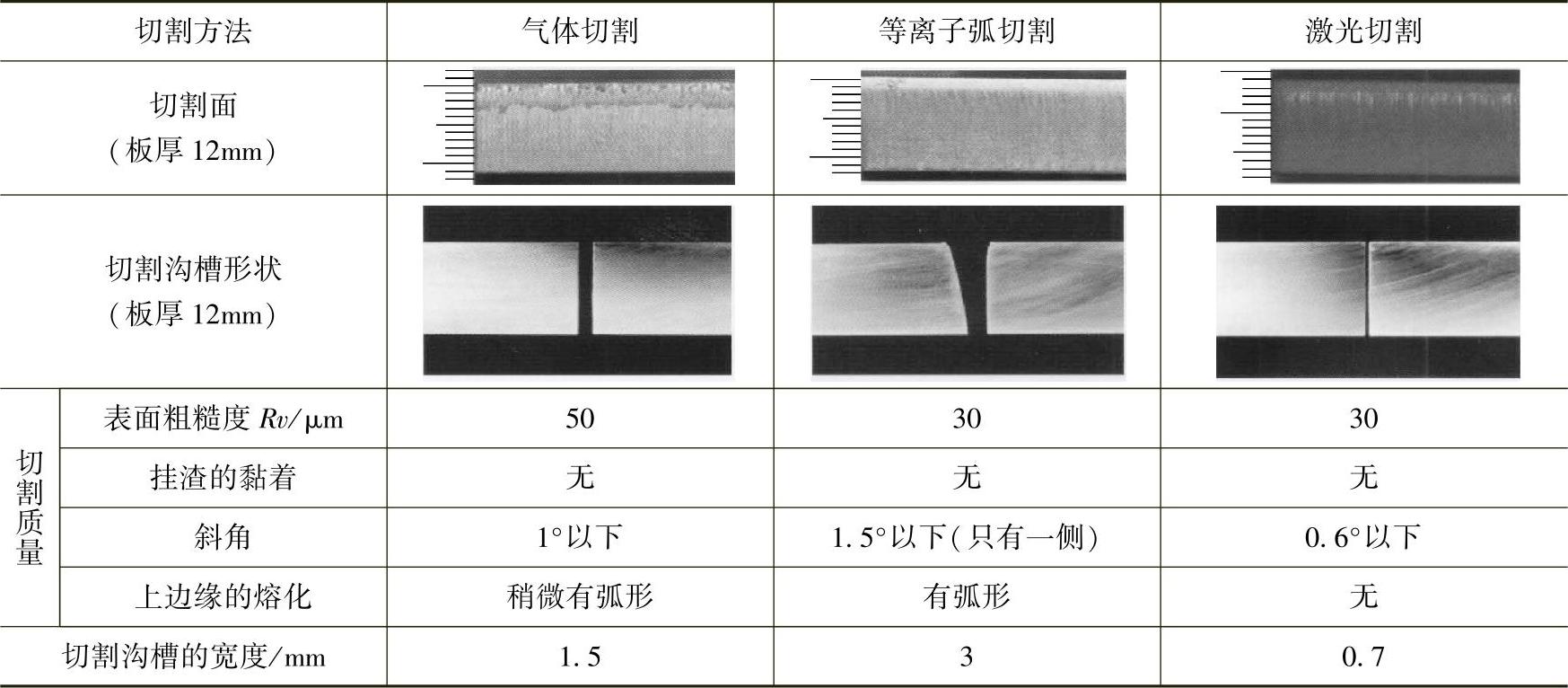
切割板厚为12mm的低碳钢时,不同切割方法切割面质量比较见表6-23。激光切割与气体切割、等离子弧切割相比较,具有切割面处有细条痕、切割沟槽较细、上部边缘没有熔化等特征。
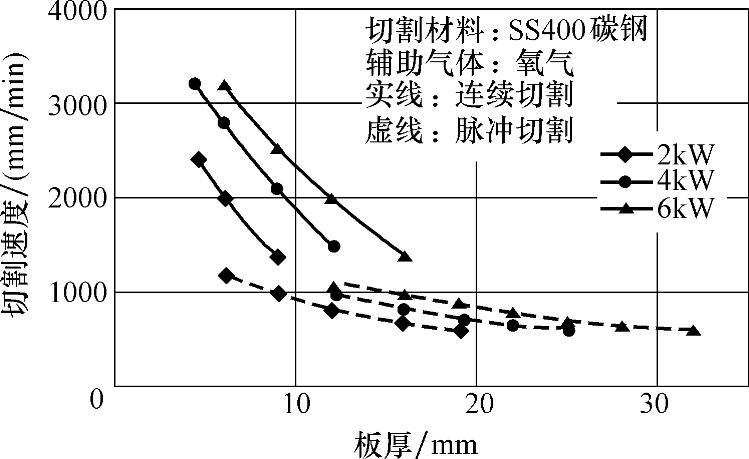
图6-68 切割碳钢时板厚与切割速度的关系
表6-23 不同切割方法的切割面质量比较
在碳钢的激光切割中,烧伤是常见的切割缺陷。烧伤是指切割材料(钢铁)和辅助气体(氧气)发生过剩反应,不仅在激光的照射区域,而且延伸到辅助气体(氧气)的喷射范围(激光光线照射区域周围数毫米范围),导致切割沟槽变宽及切割面粗糙等现象的发生。
这种现象在切入处、拐角部等热量容易聚集的地方以及切割材料的裂痕处和异物附着处较易发生。防止方法有两种:一种是在二重割嘴的外周部位喷放氧气和空气的混合气体;另一种是使辅助气体(氧气)的纯度降低以及仅在热量容易聚集的部分抑制激光输入热量。
2.涂装钢板的切割
为了防止钢板生锈,较多使用涂装钢板。激光切割涂装钢板时,与切割无涂装钢板相比,最大切割板厚约为后者的80%,切割速度降低至后者的70%左右。但是这种影响会根据涂料中锌(Zn)的含量和涂料膜厚度的不同有很大变化。涂料中锌的含量越多且涂料膜厚度越厚,切割速度越慢。为良好地切割涂装钢板,涂料膜厚度应尽量薄,涂料中的锌含量应尽量少,也可事先用激光烧掉切割线上的涂料,以降低对切割的影响。
3.不锈钢的切割(https://www.daowen.com)
采用氮气和氧气作为辅助气体时的切割面如图6-69所示。使用氧气时,切割面因为被氧化而变黑;使用氮气时,切割表面呈现金属光泽的银白色。因此,在切割不锈钢钢板时,通常使用氮气作为辅助气体。氮气的纯度非常重要,如果纯度变低,切割面将从带金属光泽的银白色依次变为金黄色、绿色及黑色。要得到银白色的切割面,板厚越厚,对氮气的纯度要求越高。当板厚为12mm以上时,需要体积分数为99.9995%以上的高纯度氮气。可切割的板厚分别为:6kW激光时约30mm,4kW激光时约20mm。激光输出功率为2~6kW,使用氮气作为辅助气体时,板厚和切割速度的关系如图6-70所示。
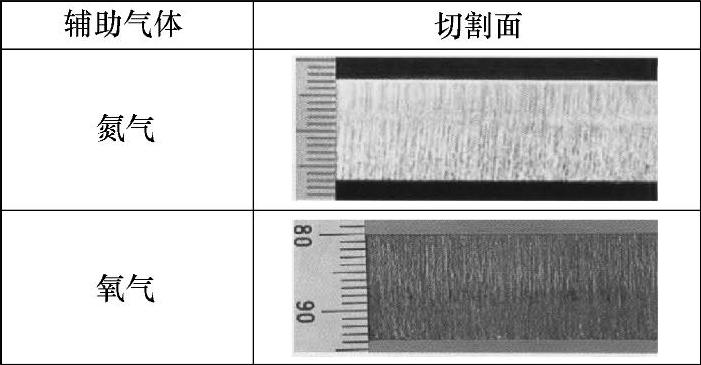
图6-69 不锈钢的切割面(板厚12mm)
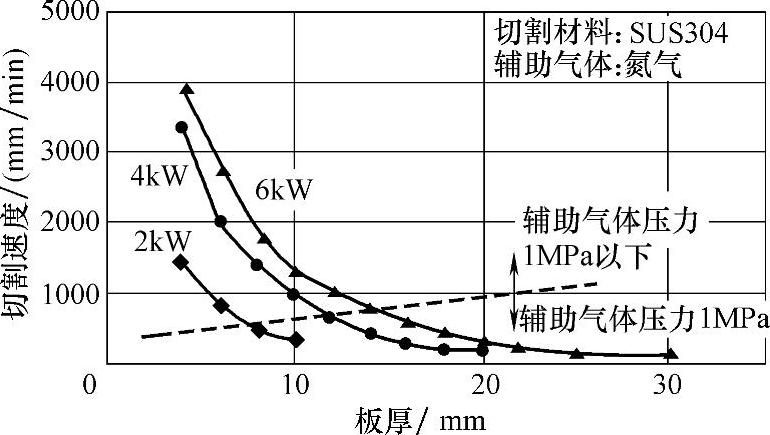
图6-70 板厚和切割速度的关系
4.工业纯铝的脉冲激光切割
铝是一种具有良好的导电传热性及延展性的轻金属,被广泛应用在航空航天、汽车制造及生活的各个领域。纯铝的熔点低(660.4℃)、热导率高(切割区的热量易被传导走),对激光的吸收率很低,比铁系金属难切割,不但切割速度慢,而且切口下缘易黏渣,切割面也比较粗糙。工业纯铝一般采用CO2连续或YAG脉冲激光切割,而连续激光很难完成穿孔。
采用YAG脉冲激光器切割工艺参数如下:
(1)输出功率 输出功率用电流表示。电流越大,则聚到铝表面的能量越高,切口就会越大,因此电流选择要合适,不能太大也不能太小。对于一定厚度的铝板,应选择最小的、可一次割透铝板的电流。
(2)焦点位置 焦点位置控制的好坏对于切口质量的影响非常大。通常来说,切割铝材时则需将焦点设定在加工件表面以下,以扩大切口宽度,达到增加辅助气体流动的目的。焦点位置设定在靠近板面下面的位置,就可获得良好的加工质量。
(3)切割气体 切割纯铝时,辅助气体的种类和压力对切割速度、切口底部黏渣和切割面的粗糙度都有很大影响。采用N2作辅助气体,因切割过程中N2基本上不与母材发生反应,所形成的熔渣黏度不大,即使挂在切口底部也容易清除,气体压力大于0.5MPa就能获得无黏渣的切口,但切割速度低。采用N2作辅助气体切割工业纯铝及铝合金时,切割速度低时,表面粗糙度值小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






