1.二氧化碳激光切割机
在切割加工范围内,二氧化碳激光器所占比例已达80%左右。激光切割设备除具有一般机床所需的支承构件、运动部件以及相应的运动控制装置外,主要还应具有激光加工系统。二氧化碳激光切割机由激光器、聚焦系统、机械系统和电气系统组成,如图6-57所示。
(1)激光器 适于生产用的大功率激光设备额定连续输出功率达20kW。它利用激光气体的快速流动,带走激光腔体内的废热。这种激光器的典型电-光转换效率为10%~15%,有效地带走废热对于保证连续工作是很重要的。为使工作成本最低,采用气-液热交换器,并使气体介质通过该系统再循环。由于需要连续不断散热和需要补充少量激光气体,以防止CO2和N2在放电时分解而产生的污染积累,因此要消耗少量气体。

图6-57 二氧化碳激光切割装置
(2)聚焦系统 其作用是把激光束通过光学系统精确地聚焦至工件上,同时还具有调节焦点位置和观察显示的功能。CO2激光器输出的激光,要用锗单晶、砷化镓等制造的光学透镜才能通过。为减少表面反射需镀增速膜。
激光在从激光器发出到加工工件,分为内光路与外光路,激光在激光器里振荡产生激光,称为内光路。在激光器发出后的光路,称为外光路。外光路系统采用镀金反射镜及砷化镓聚焦透镜组成。反射镜可以通过附带的调节装置对角度进行任意调节。聚焦透镜装置在切割头内,通过调节装置可以调节焦点位置。在激光热敏纸上,激光光斑需要面积一致,方可达到加工要求,调整完毕后还要安装激光喷嘴,调整透镜,使激光在切割工件时不偏移。
(3)电气系统 电气系统包括激光器电源和控制系统两部分,其作用是供给激光器能量(CO2激光器的高压直流电源)和对输出方式(如连续或脉冲、重复频率等)进行控制。此外,工件或激光束的移动大多采用CNC控制。系统是由微处理机、接口电路、显示器、驱动系统和电源等组成。微处理机是采用适合于工业环境的工业控制计算机。系统具有可靠性好、抗干扰能力强、功能齐全等特点。
为了实现聚焦点位置的自动调整,尤其当激光切割的工件表面不平整时,需采用焦点自动跟踪的控制系统,它通常用电感式或电容式传感器来实时检测,通过反馈来控制聚焦点的位置,其控制精度的要求一般为±(0.05~0.005)mm。
(4)机械系统 机械系统包括切割头及工作台两部分,其中工作台固定,切割头由计算机控制的两个步进电动机驱动,作平面自由运动,根据控制程序作出各种图形,对工件进行高精度切割。
2.数控激光切割设备
数控激光切割设备有高速高精度激光切割机、三维激光切割机、大幅面厚板激光切割机、特种行业专用激光切割机等。三维激光切割设备主要有三维激光切割机床和激光切割机器人两种。以下主要介绍三维激光切割机。
激光切割机通常由计算机系统、激光控制电气系统、激光发生器、聚焦单元、工作台控制单元、三维工作台组成,还需要外接辅助气体,如图6-58所示。
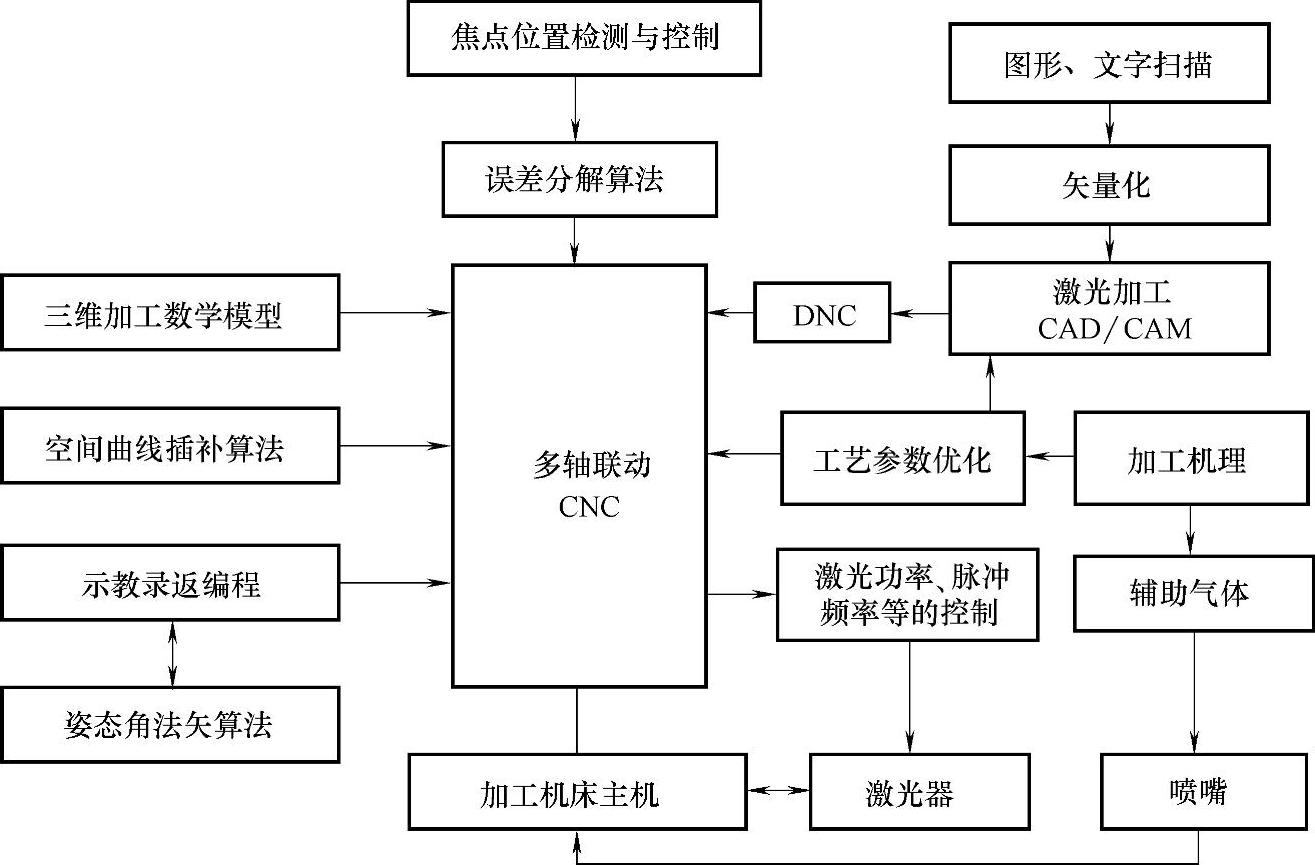
图6-58 激光切割设备的主要组成
计算机系统是控制的中枢,它负责产生切割图形,设置激光功率、激光脉冲宽度、切割速度等切割工艺参数;计算机系统依据切割图形和切割速度等工艺的需要,向激光控制电气单元和工作台控制单元发出控制指令。工作台数控单元按接受的指令,根据图形的形状控制三维工作台X向、Y向的运行轨迹,根据设置的切割速度,并与激光器输出动态配合,控制三维工作台沿X向、Y向移动速度,如此能切割出计算机所绘制的任何图形。计算机控制三维工作台沿Z向移动,可以使工件表面处于聚焦单元的焦平面或者焦距的合适位置。
对于待切割的图形,激光控制电气单元按接受的指令控制激光发生器,使发生器输出相应激光功率的激光束,激光束经激光聚焦单元聚焦后作用在工件上;切割完成后,激光控制电气单元按接受的指令“关闭”激光发生器输出。
三维激光切割机床的刚度大、加工速度快、加工精度高,但激光头接近加工区域的能力较差,且价格较高。
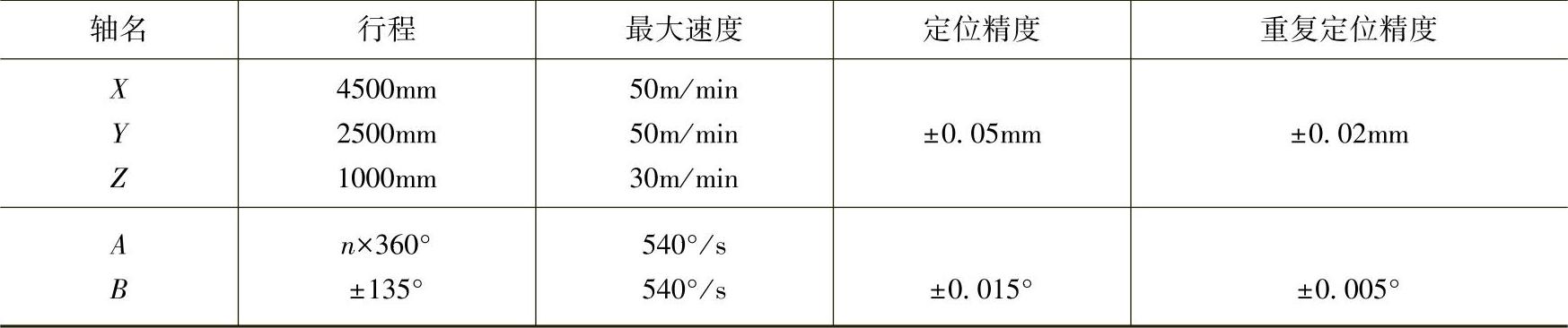
三维激光切割机床采用的是五轴联动,其结构形式多为龙门式,如图6-59a所示,激光切割头的运动如图6-59b所示,光路传输示意图如图6-60所示。SESAMO型三维激光切割机床的技术参数见表6-16。
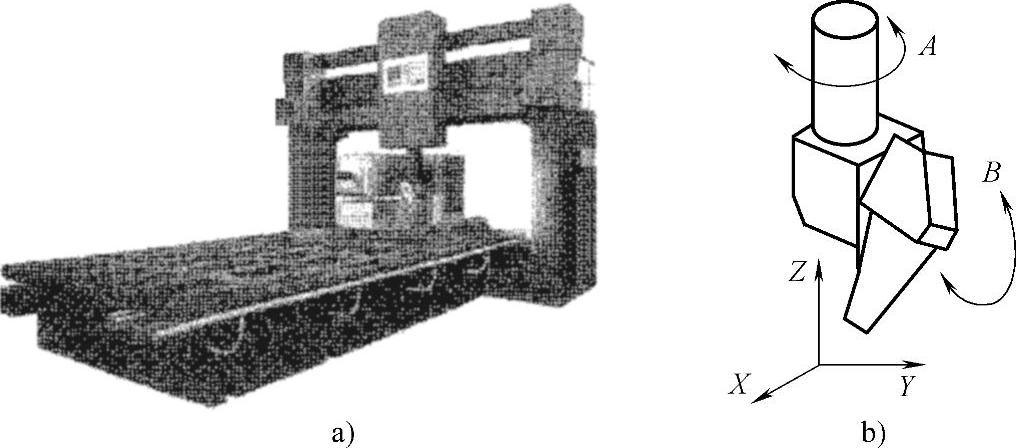
图6-59 三维五轴联动激光切割机
a)三维五轴联动激光切割机床 b)切割头的运动示意图
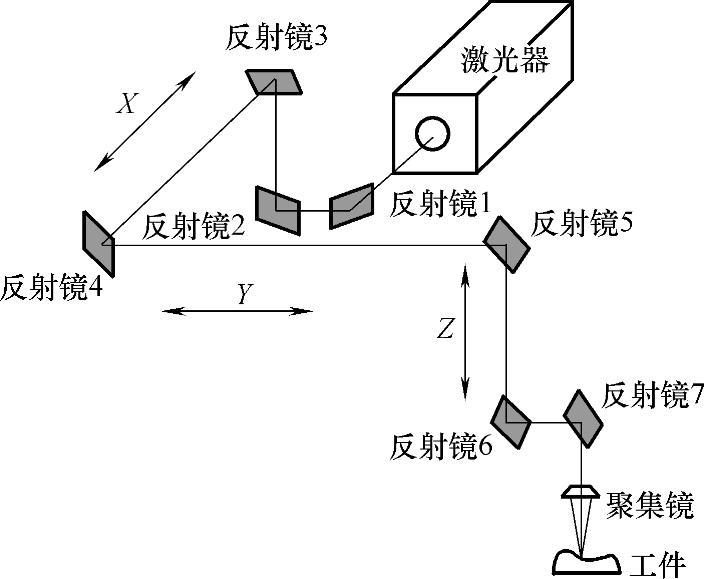
图6-60 光路传输示意图
表6-16 SESAMO型三维激光切割机床的技术参数
 (https://www.daowen.com)
(https://www.daowen.com)
3.激光切割用割枪
(1)对割枪的要求及割枪结构 激光气体切割时,对割枪的要求如下:
1)要求割枪能喷射出足够的气流。
2)要求反射镜的光轴和气体喷射的方向是同轴的。
3)要求在切割时,金属的蒸气和金属的飞溅不致损伤反射镜。
4)要求焦距能便于调节。
激光气体切割用的同轴型激光气体割枪结构图如图6-61所示。
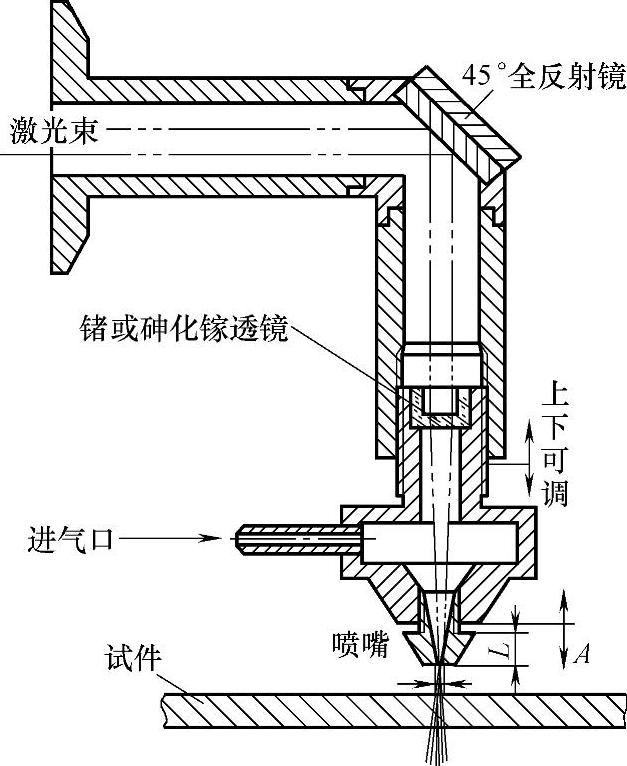
图6-61 同轴型激光气体割枪结构图
(2)喷嘴结构及气流控制技术 用激光切割钢材时,氧气和聚焦的激光束是通过喷嘴喷射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。因此除光束的品质及其控制直接影响切割品质外,喷嘴的结构及气流的控制(如喷嘴压力、工件在气流中的位置等)也是十分重要的因素。
激光切割机用的喷嘴采用的是简单的结构,即一锥形孔带端部小圆孔(见图6-62)。喷嘴一般用纯铜制造,体积较小,是易损零件,需经常更换。
在使用时从喷嘴侧面通入一定压力Pn(表压为Pg)的气体,称为喷嘴压力,从喷嘴出口喷出,经一定距离到达工件表面,其压力称为切割压力Pc,最后气体膨胀到大气压力Pa。随着Pn的增加,气体流速增加,Pc也不断增加。可用下列公式计算:
v=8.2d2(Pg+1)
式中 v——气体流速/(L/min);
d——喷嘴直径/mm;
Pg——喷嘴压力(表压)/kPa。
对于不同的气体有不同的压力阈值,当喷嘴压力超过此值时,气流为正常斜激波,气流流速从亚音速向超音速过渡。此阈值与Pn、Pa的比值及气体分子的自由度(n)两因素有关:如氧气、空气的n=5,因此其阈值Pn=100kPa×1.23.5=189kPa。当喷嘴压力更高Pn/Pa=(1+1/n)1+n/2时(Pn>400kPa),气流正常斜激波变为正激波,切割压力Pc下降,气体流速减低,并在工件表面形成涡流,削弱了气流去除熔融材料的作用,影响了切割速度。因此采用锥孔带端部小圆孔的喷嘴,其氧气的喷嘴压力常在300kPa以下。

图6-62 常用喷嘴的结构
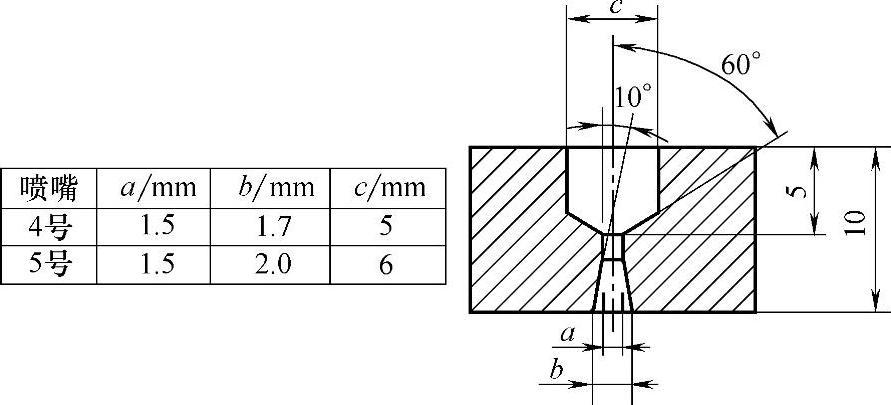
图6-63 拉伐尔(Lava1)喷嘴的结构
无论对金属还是非金属材料的激光切割,喷吹气体是十分重要的。喷气量的大小以及喷嘴的结构与切割质量和切割速度都有着直接的关系。喷嘴直径d与光斑直径db有关,一般取d=(2~5)db,要求沿着切线方向进气,并使喷出的高压气流有一定的挺度,这与喷嘴孔道长度L有关,一般取L=(1/25~1/35)f。吹气的压力一般选用(2~6)×105Pa(表压),它与被切割材料的厚度和激光功率有关,一般来说材料的厚度增加,吹气的压力也应增加。激光功率增加,吹气压力可以减小。切割速度和吹气压力大致呈直线性的比例关系增加,切口宽度则随着吹气压力的增加而变化。
为进一步提高激光切割速度,可根据空气动力学原理,在提高喷嘴压力的前提下不产生正激波,设计制造一种缩放型喷嘴,即拉伐尔(Lava1)喷嘴。为方便制造可采用图6-63所示的结构。
应指出的是切割压力Pc是工件与喷嘴距离的函数。由于斜激波在气流的边界多次反射,使切割压力呈周期性的变化。第一高切割压力区紧邻喷嘴出口,工件表面至喷嘴出口的距离约为0.5~1.5mm,切割压力Pc大而稳定,是板材加工中切割常用的工艺参数。第二高切割压力区为喷嘴出口的3~3.5mm,切割压力Pc也较大,同样可以取得好的效果,并有利于保护透镜,提高其使用寿命。
激光喷嘴的选用与维护非常重要。由于喷口的圆度或因热金属飞溅引起的局部堵塞,会导致切割质量明显下降。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





