【摘要】:在高功率密度的激光继续作用下,极易生成等离子体云,不仅减少焊件对激光的吸收,而且使焊接过程不稳定。图6-45 双光束激光焊采用两束掺钕钇铝石榴石激光对厚10mm的06Cr19Ni10不锈钢板进行复合焊接,其中一束为峰值功率较高的脉冲激光,另一束为调制矩形波的连续激光,如图6-45所示。这是因为较高峰值功率的脉冲激光和连续激光复合焊接时,在形成较大深熔小孔后,较高峰值功率的脉冲激光停止照射,功率密度减小,等离子体云可以消失。
在激光焊过程中,由于激光功率密度大,焊接母材被迅速加热熔化、汽化,生成高温金属蒸气。在高功率密度的激光继续作用下,极易生成等离子体云,不仅减少焊件对激光的吸收,而且使焊接过程不稳定。若在较大的深熔小孔形成后,减小继续照射的激光功率密度,而已经形成的较大的深熔小孔对激光的吸收较多,结果激光对金属蒸气的作用减小,等离子体云就能减小或消失。因而,用一束峰值功率较高的脉冲激光和一束连续激光,或者两束脉冲宽度、重复频率和峰值功率有较大差异的脉冲激光对焊件进行复合焊接,在焊接过程中,两束激光共同照射焊件,周期地形成较大深熔小孔后,适时地停止一束激光的照射,可以使等离子体云变得很小或消失,其对激光的吸收和散射减小,焊件对激光能量的吸收率提高,以加大焊接熔深,提高焊接能力。
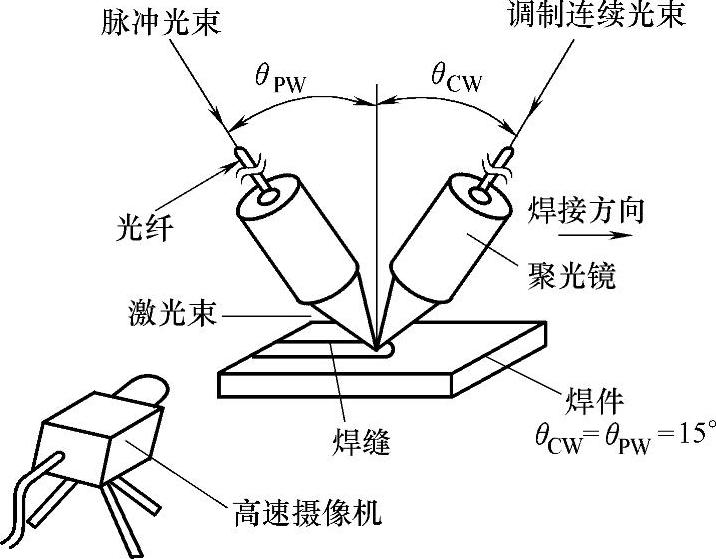
图6-45 双光束激光焊(https://www.daowen.com)
采用两束掺钕钇铝石榴石激光对厚10mm的06Cr19Ni10不锈钢板进行复合焊接,其中一束为峰值功率较高的脉冲激光,另一束为调制矩形波的连续激光,如图6-45所示。在总平均功率为2.9kW、焊接速度为5mm/s,选择最佳脉冲能量密度时,获得的最大熔深为7.3mm。相比之下,当采用平均功率为2kW的调制矩形波连续激光和功率为1kW的连续激光相配合时,总平均功率也为2.9kW,得到的最大熔深超过5mm。这是因为较高峰值功率的脉冲激光和连续激光复合焊接时,在形成较大深熔小孔后,较高峰值功率的脉冲激光停止照射,功率密度减小,等离子体云可以消失。因此,较高峰值功率脉冲激光的辅助作用能够加大焊接熔深,提高焊接能力和激光能量利用率,同时改善焊接过程的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





