高功率掺镱光纤激光器的发展异常迅速,功率可高达50kW,宝马公司BAM安装了一台20kW掺镱光纤激光系统。由于掺镱光纤激光器的优良性能,决定了体积庞大的其他传统的高功率激光器(如高功率CO2激光器和YAG激光器)势必被这种高功率、高效率、长寿命、小体积、灵活小巧的光纤激光器所替代,而应用于大型的激光加工(包括切割、焊接、打孔等)、材料处理等领域。而且可使设备体积减小,节约空间,降低费用。
光纤激光器具有如下特点:免调节、免维护、高稳定性;电光转换效率高;体积小巧、光纤传输;光束质量优异,单模光纤激光器光束质量接近理论极限,多模光纤激光器光束质量接近CO2激光器TEM00模。优异的光束质量使光纤激光器具备多领域的应用能力,如焊接、切割、钻孔、熔敷等;与传统激光器相比,相同功率的激光器,可以获得更大的熔深、更快的焊接速度、更小的焊接变形量,从而获得更高的焊接质量。
作为新一代激光光源,光纤激光器比CO2气体激光器更容易进行能量传输,简化系统设计。经过参数优化,不锈钢及铝合金切割的质量可以做到气体激光器优异的切割效果。针对石油管线X100低碳钢进行焊接,使用YLS—10kW激光器达到,焊接熔深达到12mm,焊接速度0.8m/min,实现了单面焊双面成形,力学性能、无损探伤均满足相应标准。
1.光纤激光器的结构及工作原理
光纤激光器就是利用稀土掺杂光纤作为增益介质的激光器。近年来发展了一种以双包层光纤为基础的包层泵浦技术,提高了光纤激光器的输出功率。掺镱双包层光纤激光器的输出功率与单模光纤激光器相比提高了几个数量级,而且具有光束质量好、结构紧凑、体积小巧、全固化、低阈值、超高的转换效率、完全免维护、高稳定性等优点,因此,对传统的激光行业产生了巨大而积极的影响,在工业加工等领域具有广泛的应用前景。
(1)光纤激光器的结构 与其他类型的激光器一样,光纤激光器主要由三部分组成:能产生光子的增益介质、使光子得到反馈并在增益介质中进行谐振放大的光学谐振腔以及可使激光介质处于受激状态的泵浦源,即由泵浦源、谐振腔和增益介质三要素构成,如图6-19所示。泵浦源一般采用高功率半导体激光器LD,增益介质为稀土掺杂光纤或普通非线性光纤,谐振腔可以由光纤光栅等光学反馈元件构成各种直线型谐振腔,也可以用耦合器构成各种环形谐振腔。泵浦光经适当的光学系统耦合进入增益光纤,增益光纤在吸收泵浦光后形成粒子反转或非线性增益并产生自发辐射。所产生的自发辐射光经过受激放大和谐振腔的选模作用后,最终形成稳定的激光输出。

图6-19 光纤激光器的基本结构
(2)工作原理 作为最新一代激光器,光纤激光器激光的产生及传输均在光纤部件中完成,其工作原理如图6-20所示。

图6-20 光纤激光器的工作原理
半导体泵浦二极管产生的激光经树杈结构,进入双包层的谐振光纤中。在光纤纤芯中掺入稀土钇离子,泵浦光通过光纤时,纤芯中的稀土钇离子吸收泵浦光,跃迁到较高激发能级,产生粒子数反转。反转后的粒子在自发辐射光子或者特别注入的光子诱导下以受激辐射形式从高能级跃迁到激光下能级,并且释放出能量,完成受激辐射,同时发射出与诱导光子相同的光子。谐振光纤一端具有全反射膜,一端具有半反射膜,在谐振腔的作用下,光子发生雪崩般的放大,于是发射出激光。激光的波长为1060nm。这就是光纤激光器的基本原理。选择在光纤中掺稀土钇离子构成光纤激光器,部分原因就是稀土钇离子的吸收范围正好与半导体激光器的辐射范围重合,因而能方便地采用成本低廉的、工艺较为成熟的半导体激光器作为泵浦光源。掺杂光纤夹在两个仔细选择的反射镜之间,从而构成F—P谐振器。泵浦光束从第1个反射镜入射到稀土掺杂光纤中,激射输出光从第2个反射镜输出来。激光的输出可以是连续的,也可以是脉冲形式的。激光输出是连续的还是脉冲的输出形式主要依赖于激光工作介质,如果是连续形式输出,激光上能级的自发辐射寿命必须高于激光下能级以获得较高的粒子数反转。如果是脉冲形式输出,激光下能级的自发辐射寿命就会超过上能级,此时就会以脉冲的形式输出光纤激光器。
光纤激光器的所有器件均可由光纤介质制作,因此光纤技术是决定光纤激光器性能的关键因素。几种不同功率的光纤激光器见表6-1。
2.光纤激光器的优越性
与传统YAG激光器相比,光纤激光器的优点是:由于泵浦源采用的是光纤输出、体积小、模块化的高功率半导体激光器,因此光纤激光器具有结构简单、体积小巧、质量轻、使用灵活方便的特点。其激光腔是与光纤连接在一起的,激光的调试非常简单和方便,在加工中也能更灵活地应用。在很多YAG激光器激光不容易到达的地方,利用光纤激光器能很方便地到达。另外,相对YAG激光器无法克服的缺点,如效率低、寿命短、要定期停产更换闪光灯,光纤激光器则具有高效率、寿命长的特点,很少需要为此停止生产,这在工业生产中显得尤其重要。光纤激光器的功率效率一般在60%以上,电光转换效率大于20%。它能达到非常高的功率和功率密度。光纤束集成的光纤激光器现在已经有50kW的产品在销售。寿命可达10万小时以上,故光纤激光器的使用可以大大提高生产效率、降低成本。与机械加工相比,激光加工具有加工对象广、非接触加工、公害小、速度快、可自动控制等优点,被誉为未来制造系统的共同加工手段。(https://www.daowen.com)
表6-1 几种不同功率的光纤激光器

表6-2是CO2激光器、灯泵浦YAG激光器、半导体泵浦YAG激光器和掺镱光纤激光器几个特点的比较。与传统高功率激光器相比,工作波长在1060~1200nm范围内的掺镱大功率光纤激光器(YDFL),具有转换效率高、光束质量好、维护周期长、运行费用低等优点,其极高的效率和功率在材料加工方面可与传统的YAG激光器相媲美,掺镱双包层光纤激光器非常适合作为激光加工设备的激光光源。
表6-2 几种高功率激光器的主要参数比较

3.光纤激光器在焊接中的应用
大功率光纤激光器凭借其一系列优点,以及可达几十千瓦的输出功率,在汽车、舰船、航空器制造业中获得广泛的应用。
应用6kW掺镱光纤激光器于汽车零件的钢、铝合金的焊接和切割,光纤激光器的切割和焊接速度要比YAG激光器快得多。掺镱光纤激光器已用于车门焊接生产线,与机械加工相比,不但可以提高汽车等产品的质量,而且可以提高生产速度,降低成本。此外,高功率光纤激光器在造船工业中也有广泛的应用。
图6-21所示为用4kW光纤激光器焊接厚8mm的低碳钢焊缝截面(汽车齿轮箱中的机构)。利用光纤激光器进行低变形焊接是最佳的选择。光纤激光器不但在齿轮传动机构焊接中有广泛的应用,而且在远距离焊接中同样具有很大的优势。
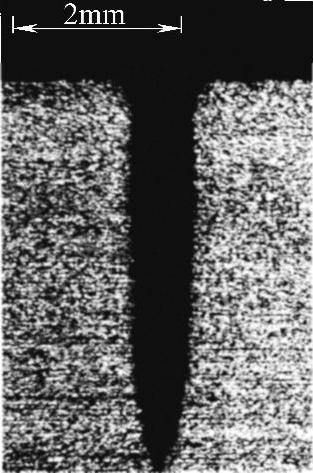
图6-21 4kW光纤激光器焊接8mm厚的低碳钢焊缝截面的照片
由于光纤激光器拥有极高的光束质量,因此可以使用非常紧凑、小巧的聚焦和扫描光学系统而无须改变焊接参数,同时适用于远场技术。在这两种情况下,高质量激光光束会生成特定的焊接等离子体(与Nd∶YAG和蝶形激光器相比),为此一定要使用保护气体,否则会发生吸收和主体散射效应。图6-22给出了光纤激光器、蝶形激光器、Nd∶YAG激光器和CO2激光器的焊接速度与熔深的比较。图中数据表明:并非不同的激光器就会造成不同的焊接结果,而是不同的光束质量造成了不同的焊接结果。
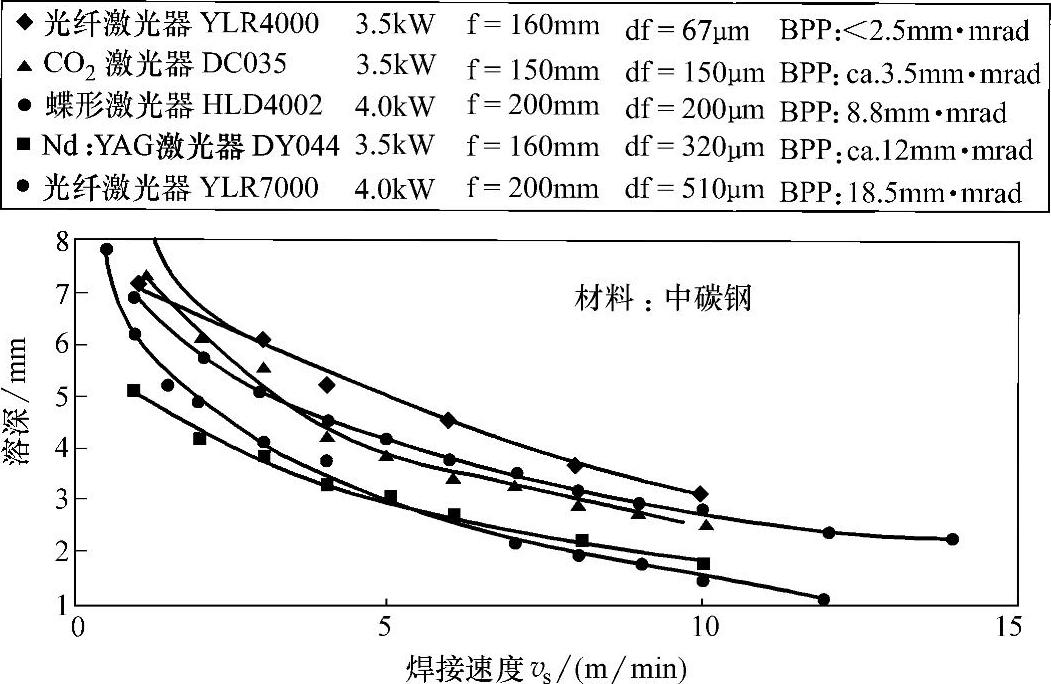
图6-22 用几种激光器进行焊接时焊接速度与熔深的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






